技术与设计1会考复习(36张幻灯片)
图片预览
文档简介
(共36张PPT)
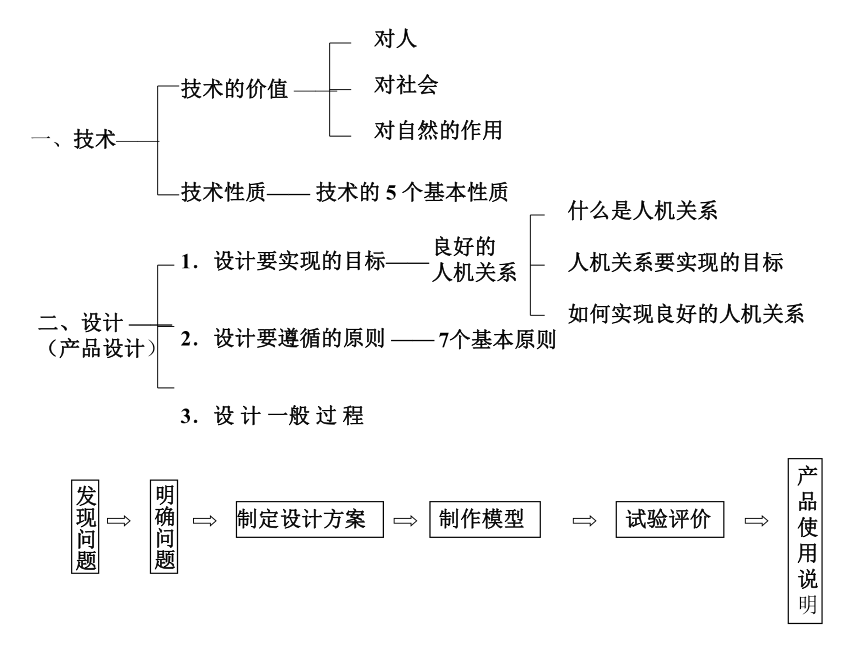
技术的价值 ——
技术性质—— 技术的 5 个基本性质
1.设计要实现的目标——
2.设计要遵循的原则 ——
3.设 计 一般 过 程
什么是人机关系
人机关系要实现的目标
如何实现良好的人机关系
对人
对社会
对自然的作用
良好的
人机关系
7个基本原则
一、技术——
二、设计 ——
(产品设计)
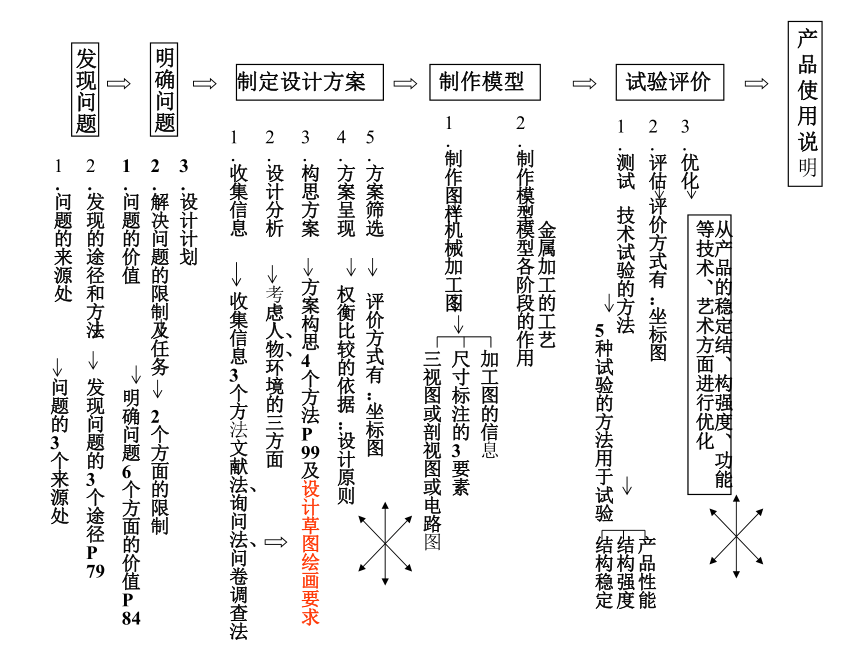
发现问题
制定设计方案
制作模型
试验评价
产品使用说明
明确问题
1.
问题的来源处
2.
发现的途径和方法
1.
问题的价值
3.
设计计划
2.
解决问题的限制及任务
2.
设计分析
3.
构思方案
4.
方案呈现
5.
方案筛选
1.
收集信息
1.
制作图样
2.
制作模型
1.
测试
2.
评估
3.
优化
问题的3个来源处
发现问题的3个途径
P
79
明确问题6个方面的价值
P
84
2个方面的限制
收集信息3个方法
文献法、询问法、问卷调查法
考虑人、物、环境的三方面
方案构思4个方法
P
99及设计草图绘画要求
权衡比较的依据
:设计原则
评价方式有
:坐标图
机械加工图
三视图或剖视图或电路图
尺寸标注的3要素
加工图的信息
模型各阶段的作用
金属加工的工艺
技术试验的方法
5种试验的方法用于试验
结构稳定
结构强度
产品性能
评价方式有
:坐标图
从产品的稳定结、构强度、功能
等技术、艺术方面进行优化
发现问题
制定设计方案
制作模型
试验评价
产品使用说明
明确问题
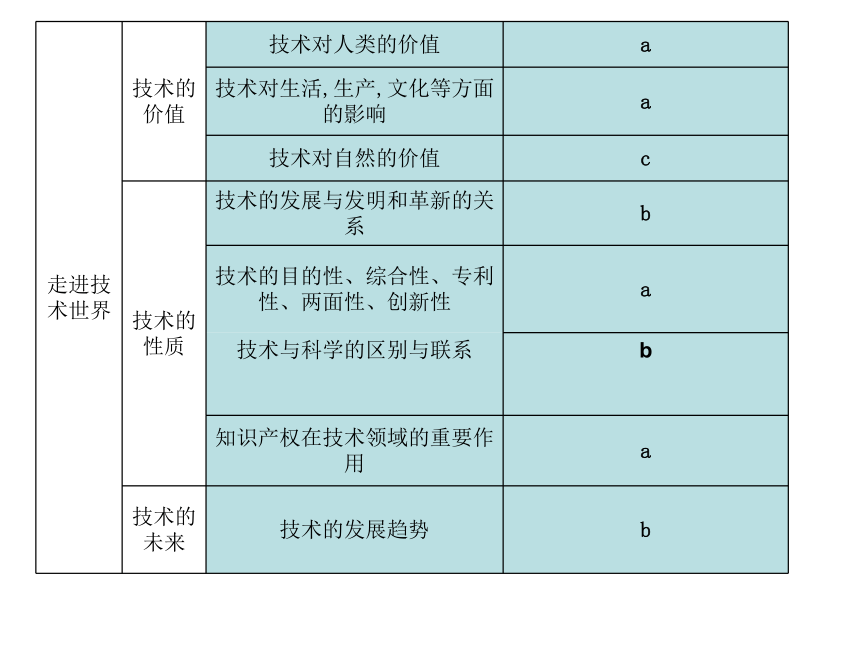
走进技术世界 技术的价值 技术对人类的价值 a
技术对生活,生产,文化等方面的影响 a
技术对自然的价值 c
技术的性质 技术的发展与发明和革新的关系 b
技术的目的性、综合性、专利性、两面性、创新性 a
技术与科学的区别与联系
b
知识产权在技术领域的重要作用 a
技术的未来 技术的发展趋势 b
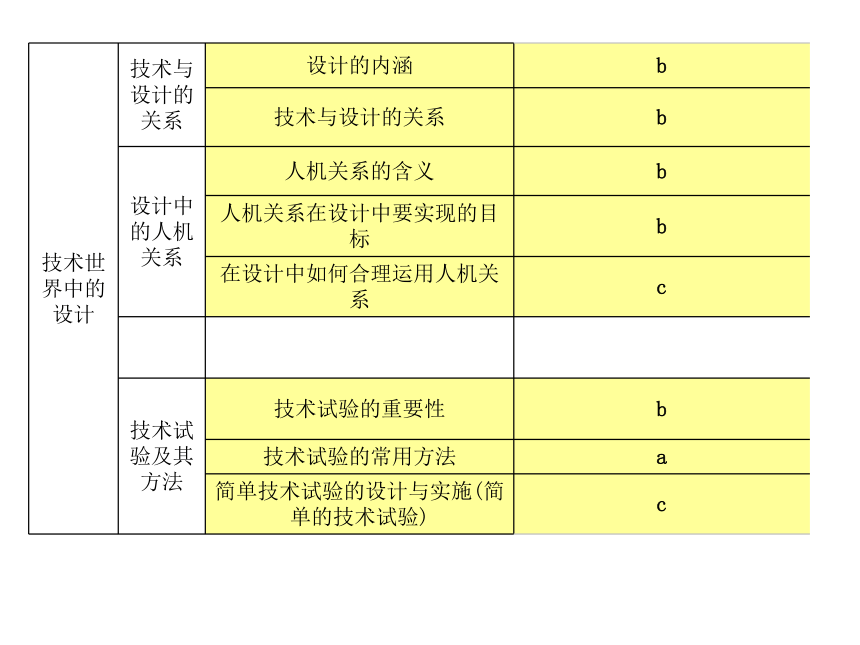
技术世界中的设计 技术与设计的关系 设计的内涵 b
技术与设计的关系 b
设计中的人机关系 人机关系的含义 b
人机关系在设计中要实现的目标 b
在设计中如何合理运用人机关系 c
技术试验及其方法 技术试验的重要性 b
技术试验的常用方法 a
简单技术试验的设计与实施(简单的技术试验) c
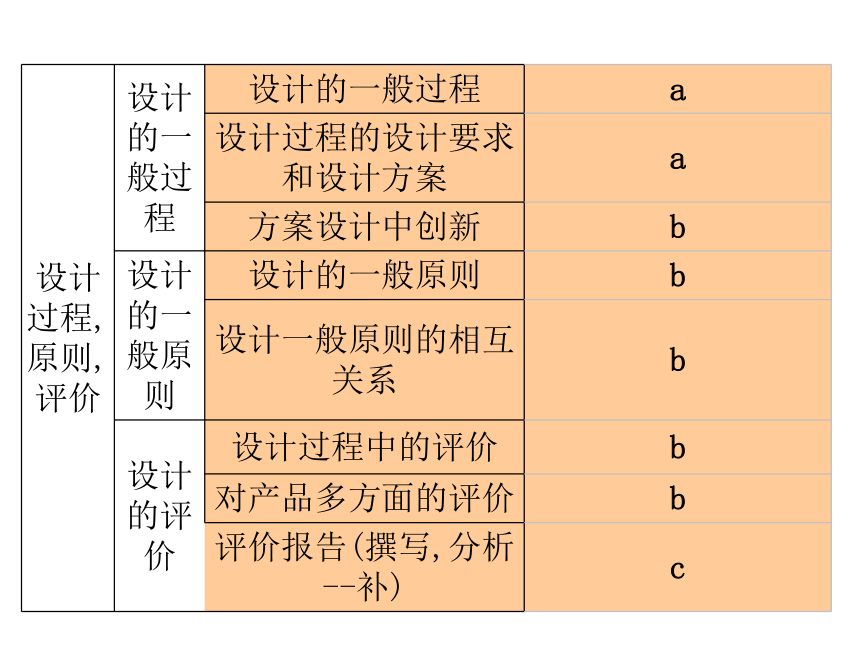
设计过程,原则,评价 设计的一般过程 设计的一般过程 a
设计过程的设计要求和设计方案 a
方案设计中创新 b
设计的一般原则 设计的一般原则 b
设计一般原则的相互关系 b
设计的评价 设计过程中的评价 b
对产品多方面的评价 b
评价报告(撰写,分析--补) c
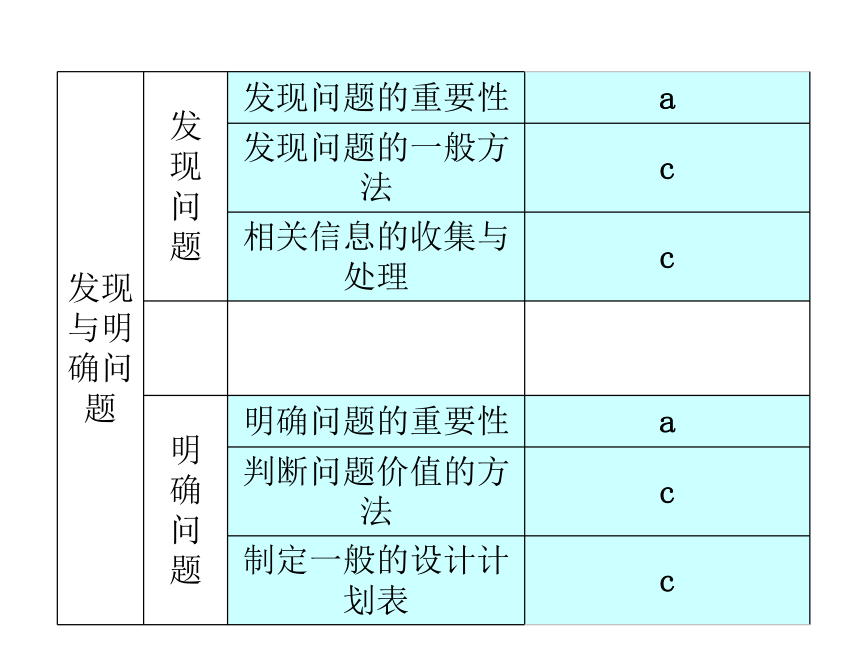
发现与明确问题 发现问题 发现问题的重要性 a
发现问题的一般方法 c
相关信息的收集与处理 c
明确问题 明确问题的重要性 a
判断问题价值的方法 c
制定一般的设计计划表 c
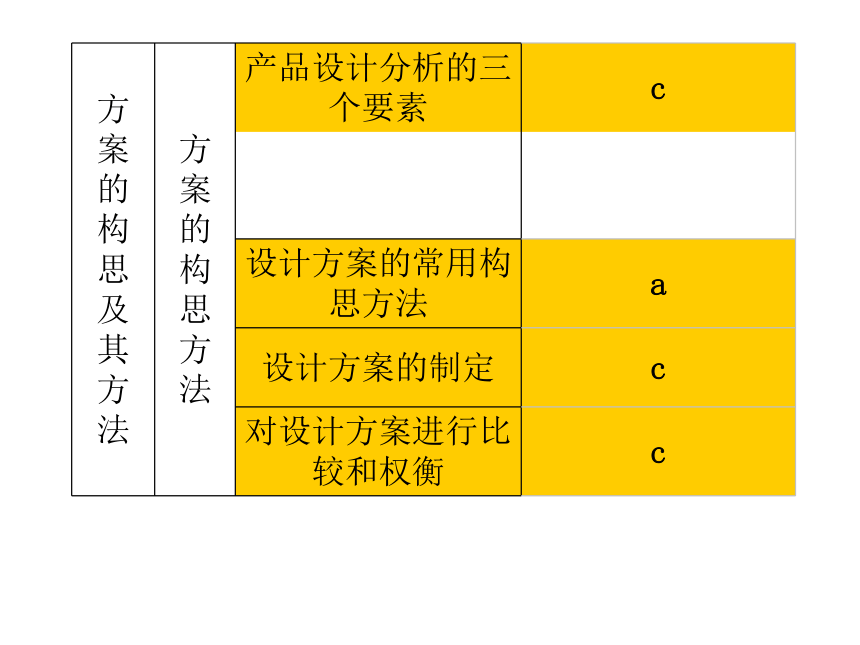
方案的构思及其方法 方案的构思方法 产品设计分析的三个要素 c
设计方案的常用构思方法 a
设计方案的制定 c
对设计方案进行比较和权衡 c
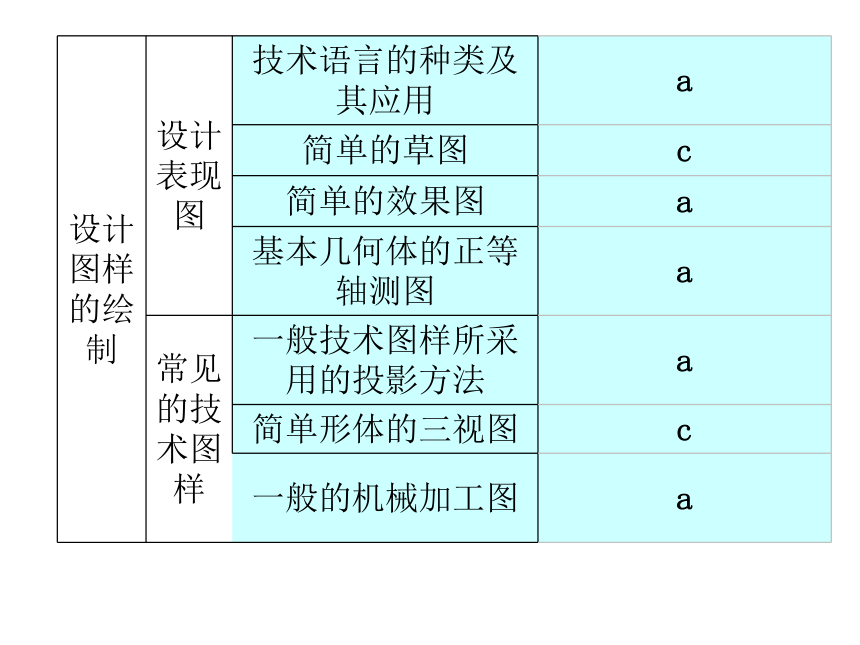
设计图样的绘制 设计表现图 技术语言的种类及其应用 a
简单的草图 c
简单的效果图 a
基本几何体的正等轴测图 a
常见的技术图样 一般技术图样所采用的投影方法 a
简单形体的三视图 c
一般的机械加工图 a
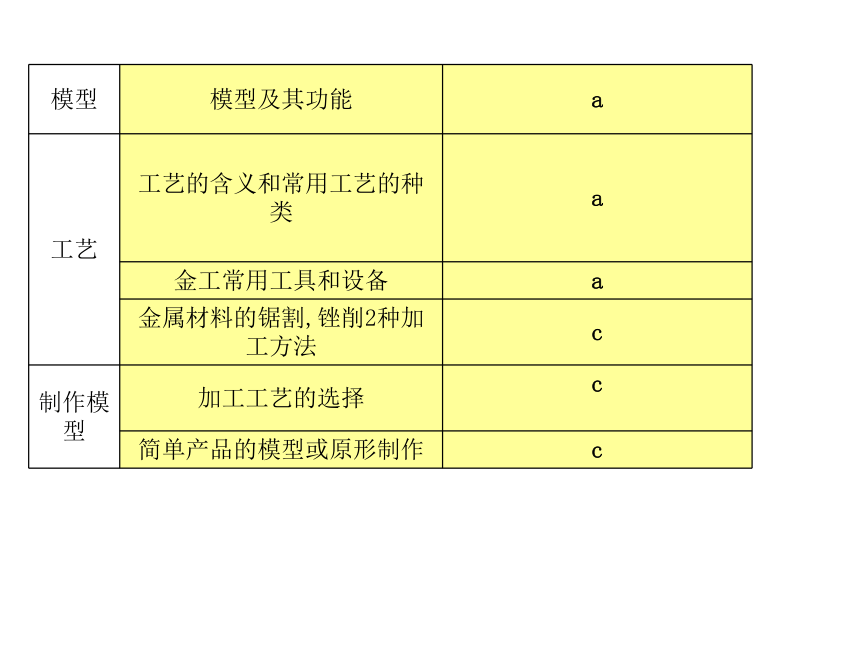
模型 模型及其功能 a
工艺 工艺的含义和常用工艺的种类 a
金工常用工具和设备 a
金属材料的锯割,锉削2种加工方法 c
制作模型 加工工艺的选择 c
简单产品的模型或原形制作 c
木工常用工具及作用
划线:木工笔、墨斗、木尺、角尺
锯割:木工锯
平整:木刨
细节处理:木锉:是用来锉削构件的孔眼、棱角、凹槽或修整不规则的表面。按其形状不同,分为平锉、圆锉、扁锉等。木锉在使用时都装有木柄。
打磨:砂纸
开榫眼:木凿
其他:木榔头
金工常用工具及作用P144
划线工具:划针、钢直尺、角尺、划规、样冲、铁锤
夹装工具:台虎钳、平口钳、手虎钳
锯割工具:手锯
锉削工具:锉刀
清理铁屑工具:钢丝刷
表面磨光工具:细锉、砂纸
钻孔工具:台钻及麻花钻头
攻丝工具:丝锥及丝锥扳手
套丝工具:板牙及板牙扳手
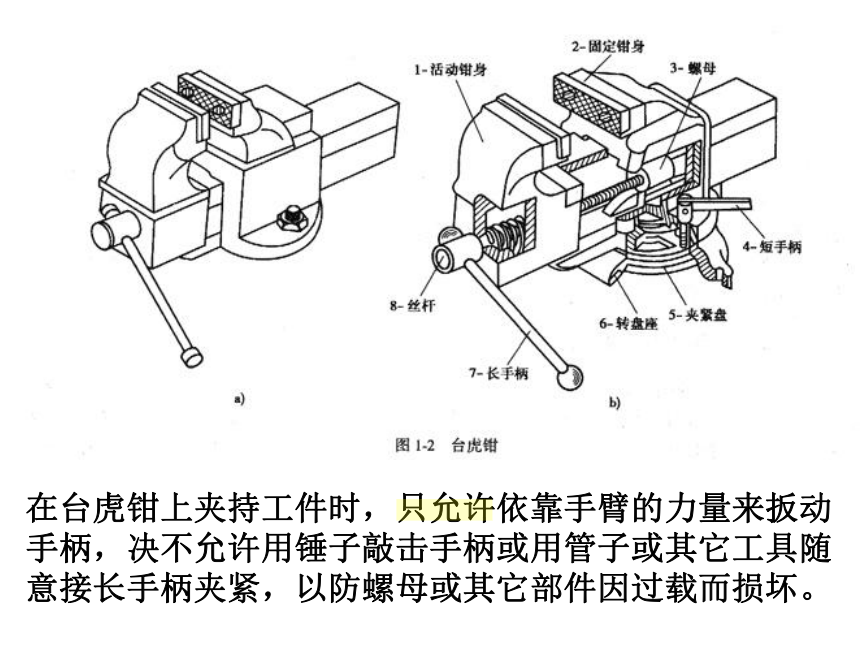
在台虎钳上夹持工件时,只允许依靠手臂的力量来扳动手柄,决不允许用锤子敲击手柄或用管子或其它工具随意接长手柄夹紧,以防螺母或其它部件因过载而损坏。
角尺
划平行线或垂直线的导向工具
检查锉削平面的垂直度
角尺的二个直角边厚度不一样
金属锯割
1、锯条的选择与安装;
2、按锯削的要求在台虎钳上的夹持工件;
3、起锯时要注意的问题和方法;
4、锯削的动作要领与注意事项;
5、如何防止锯斜与纠偏方法。
1.锯条的安装
齿尖向前。
安装好的锯条松紧要适当,过紧锯条受力大,锯削时稍有阻滞而产生弯折时,锯条很容易崩断,锯条安装得越松,锯条不但容易弯曲造成折断,而且锯缝易歪斜。
把锯条安装到锯弓上时,要求做到锯条紧贴销钉,锯齿向前。旋紧翼型螺母,使锯条平直、绷紧并有弹性。
2.锯割时坯料或工件的装夹
工件夹持一要紧固,二要位置适当。
位置适当指,锯割加工线的位置避免碰手,右手握锯,锯割加工线(锯缝)一般在钳口左侧,左手握锯则相反。另外,锯削线离钳口不要太远(10mm左右为宜)并与钳口垂直,即工件夹持露出钳口不要过多,以免锯割时振动过大影响操作。
3.起锯
起锯是锯削的开始,有远起锯和近起锯两种方法。锯条和工件的倾斜角约为15度,无论是用哪种起锯方法,开始压力要小,速度要慢,行程要短,为了防止锯条在工件表面上打滑,可用拇指引锯。
4.锯割的动作要领与注意事项
1)右手握锯柄掌握压力和推力,左手成弓形扶锯弓,配合右手动作,注意左手不能握紧,小拇指不能伸过锯弓下沿,以免回拉时伤手。
2)站位时,站在台虎钳稍左侧,左脚在前、右脚在后,两脚距离约等于右前臂的长度。
3)推锯时,前推加压,回拉稍向上提,推锯和回拉时均应保持直线运动,频率不要太快,如果太快产生的切削热会使锯条硬度降低,磨损加快,并尽可能利用锯齿全长。
4)当工件即将被锯断时,应减小锯削压力,并用左手扶持所要锯下的材料,以免锯断材料掉下砸伤脚。
注意保留锯削线
5.锯条折断、崩齿原因分析:
(1)锯条装夹或工件装夹问题;
(2)压力太大或推锯时手不稳或推锯和回拉没有保持直线运动;
(3)起锯方向不对、角度太太或材料有杂质;
6.造成锯偏有两种可能性
一是工具的问题所引起的偏斜;
二是锯割动作不规范。
1)工具的原因,如锯条没有绷紧或没有紧贴销钉,锯弓本身的质量问题等;
2)推锯动作的原因,推锯过程中,锯条没有垂直。
1.锉刀的选用
(1)根据工件形状和加工面的大小选择锉刀的形状和规格:
(2)根据加工材料软硬、加工余量、精度和表面粗糙度的要求选择锉刀的粗细。粗锉刀的齿距大,不易堵塞,适宜于粗加工(即加工余量大、精度等级和表面质量要求低)及铜、铝等软金属的锉削;细锉刀适宜于钢、铸铁以及表面质量要求高的工件的锉削;油光锉只用来修光已加工表面,锉刀愈细,锉出的工件表面愈光,但生产率愈低。
2、锉削操作:装夹工件
工件必须牢固地夹在虎钳钳口的中部,需锉削的表面略高于钳口,不能高得太多,夹持已加工表面时,应在钳口与工件之间垫以铜片或铝片。
3、锉刀的握法
P146
4、锉削的姿势
正确的锉削姿势、能够减轻疲劳,提高锉削质量和效率,人的站立姿势为:左腿在前弯曲,右腿伸直在后,身体向前倾余(约10°左右),重心落在左腿上。锉削时,两腿站稳不动,靠左膝的屈伸使身体作往复运动,手臂和身体的运动要相互配合,并要使锉刀的全长充分利用。
5、锉削注意事项
1)锉刀必须装柄使用,以免刺伤手腕。松动的锉刀柄应装紧后再用;
2)不准用嘴吹锉屑,也不要用手清除锉屑。当锉刀堵塞后,应用钢丝刷顺着锉纹方向刷去锉屑;
3)锉屑时不准用手摸锉过的表面,因手有油污、再锉时打滑;
4)锉刀不能作橇棒或敲击工件,防止锉刀折断伤人;
5)放置锉刀时,不要使其露出工作台面,以防锉刀跌落伤脚;也不能把锉刀与锉刀叠放或锉刀与量具叠放。
钻孔P147
平口钳
手虎钳
表面处理P150
李明在制作小铁锤过程中需要加工一个螺纹孔(如图所示),其正确的工艺流程是 A.划线→冲眼→钻孔→攻丝→孔口倒角 B.划线→冲眼→攻丝→钻孔→孔口倒角 C.划线→冲眼→钻孔→孔口倒角→攻丝 D.划线→冲眼→孔口倒角→钻孔→攻丝
为了延长铁栅栏门使用寿命,以下操作比较合理的是
A.焊接好后直接给铁栅栏门涂油漆,再涂防锈漆
B.先给每条铁管涂好油漆后再焊接
C.焊接好后用砂纸打磨干净,涂防锈漆,再涂油漆
D.焊接好后直接涂油漆
周文用麻花钻加工了一个孔,该孔剖开后的形状应该是
1、三角架涉及的工艺有哪些?每道工艺需要哪些设备或工具?
划线、锯割、锉削、钻孔
3、以下哪种划线是较合理的?其他几种划线会出现什么情况?
在划90度锯割角时,应准确留出角钢另一侧面的钢板的厚度。
2、只有经过多次边锉削边弯折,才能够达到加工目的,对吗?
技术的价值 ——
技术性质—— 技术的 5 个基本性质
1.设计要实现的目标——
2.设计要遵循的原则 ——
3.设 计 一般 过 程
什么是人机关系
人机关系要实现的目标
如何实现良好的人机关系
对人
对社会
对自然的作用
良好的
人机关系
7个基本原则
一、技术——
二、设计 ——
(产品设计)
发现问题
制定设计方案
制作模型
试验评价
产品使用说明
明确问题
1.
问题的来源处
2.
发现的途径和方法
1.
问题的价值
3.
设计计划
2.
解决问题的限制及任务
2.
设计分析
3.
构思方案
4.
方案呈现
5.
方案筛选
1.
收集信息
1.
制作图样
2.
制作模型
1.
测试
2.
评估
3.
优化
问题的3个来源处
发现问题的3个途径
P
79
明确问题6个方面的价值
P
84
2个方面的限制
收集信息3个方法
文献法、询问法、问卷调查法
考虑人、物、环境的三方面
方案构思4个方法
P
99及设计草图绘画要求
权衡比较的依据
:设计原则
评价方式有
:坐标图
机械加工图
三视图或剖视图或电路图
尺寸标注的3要素
加工图的信息
模型各阶段的作用
金属加工的工艺
技术试验的方法
5种试验的方法用于试验
结构稳定
结构强度
产品性能
评价方式有
:坐标图
从产品的稳定结、构强度、功能
等技术、艺术方面进行优化
发现问题
制定设计方案
制作模型
试验评价
产品使用说明
明确问题
走进技术世界 技术的价值 技术对人类的价值 a
技术对生活,生产,文化等方面的影响 a
技术对自然的价值 c
技术的性质 技术的发展与发明和革新的关系 b
技术的目的性、综合性、专利性、两面性、创新性 a
技术与科学的区别与联系
b
知识产权在技术领域的重要作用 a
技术的未来 技术的发展趋势 b
技术世界中的设计 技术与设计的关系 设计的内涵 b
技术与设计的关系 b
设计中的人机关系 人机关系的含义 b
人机关系在设计中要实现的目标 b
在设计中如何合理运用人机关系 c
技术试验及其方法 技术试验的重要性 b
技术试验的常用方法 a
简单技术试验的设计与实施(简单的技术试验) c
设计过程,原则,评价 设计的一般过程 设计的一般过程 a
设计过程的设计要求和设计方案 a
方案设计中创新 b
设计的一般原则 设计的一般原则 b
设计一般原则的相互关系 b
设计的评价 设计过程中的评价 b
对产品多方面的评价 b
评价报告(撰写,分析--补) c
发现与明确问题 发现问题 发现问题的重要性 a
发现问题的一般方法 c
相关信息的收集与处理 c
明确问题 明确问题的重要性 a
判断问题价值的方法 c
制定一般的设计计划表 c
方案的构思及其方法 方案的构思方法 产品设计分析的三个要素 c
设计方案的常用构思方法 a
设计方案的制定 c
对设计方案进行比较和权衡 c
设计图样的绘制 设计表现图 技术语言的种类及其应用 a
简单的草图 c
简单的效果图 a
基本几何体的正等轴测图 a
常见的技术图样 一般技术图样所采用的投影方法 a
简单形体的三视图 c
一般的机械加工图 a
模型 模型及其功能 a
工艺 工艺的含义和常用工艺的种类 a
金工常用工具和设备 a
金属材料的锯割,锉削2种加工方法 c
制作模型 加工工艺的选择 c
简单产品的模型或原形制作 c
木工常用工具及作用
划线:木工笔、墨斗、木尺、角尺
锯割:木工锯
平整:木刨
细节处理:木锉:是用来锉削构件的孔眼、棱角、凹槽或修整不规则的表面。按其形状不同,分为平锉、圆锉、扁锉等。木锉在使用时都装有木柄。
打磨:砂纸
开榫眼:木凿
其他:木榔头
金工常用工具及作用P144
划线工具:划针、钢直尺、角尺、划规、样冲、铁锤
夹装工具:台虎钳、平口钳、手虎钳
锯割工具:手锯
锉削工具:锉刀
清理铁屑工具:钢丝刷
表面磨光工具:细锉、砂纸
钻孔工具:台钻及麻花钻头
攻丝工具:丝锥及丝锥扳手
套丝工具:板牙及板牙扳手
在台虎钳上夹持工件时,只允许依靠手臂的力量来扳动手柄,决不允许用锤子敲击手柄或用管子或其它工具随意接长手柄夹紧,以防螺母或其它部件因过载而损坏。
角尺
划平行线或垂直线的导向工具
检查锉削平面的垂直度
角尺的二个直角边厚度不一样
金属锯割
1、锯条的选择与安装;
2、按锯削的要求在台虎钳上的夹持工件;
3、起锯时要注意的问题和方法;
4、锯削的动作要领与注意事项;
5、如何防止锯斜与纠偏方法。
1.锯条的安装
齿尖向前。
安装好的锯条松紧要适当,过紧锯条受力大,锯削时稍有阻滞而产生弯折时,锯条很容易崩断,锯条安装得越松,锯条不但容易弯曲造成折断,而且锯缝易歪斜。
把锯条安装到锯弓上时,要求做到锯条紧贴销钉,锯齿向前。旋紧翼型螺母,使锯条平直、绷紧并有弹性。
2.锯割时坯料或工件的装夹
工件夹持一要紧固,二要位置适当。
位置适当指,锯割加工线的位置避免碰手,右手握锯,锯割加工线(锯缝)一般在钳口左侧,左手握锯则相反。另外,锯削线离钳口不要太远(10mm左右为宜)并与钳口垂直,即工件夹持露出钳口不要过多,以免锯割时振动过大影响操作。
3.起锯
起锯是锯削的开始,有远起锯和近起锯两种方法。锯条和工件的倾斜角约为15度,无论是用哪种起锯方法,开始压力要小,速度要慢,行程要短,为了防止锯条在工件表面上打滑,可用拇指引锯。
4.锯割的动作要领与注意事项
1)右手握锯柄掌握压力和推力,左手成弓形扶锯弓,配合右手动作,注意左手不能握紧,小拇指不能伸过锯弓下沿,以免回拉时伤手。
2)站位时,站在台虎钳稍左侧,左脚在前、右脚在后,两脚距离约等于右前臂的长度。
3)推锯时,前推加压,回拉稍向上提,推锯和回拉时均应保持直线运动,频率不要太快,如果太快产生的切削热会使锯条硬度降低,磨损加快,并尽可能利用锯齿全长。
4)当工件即将被锯断时,应减小锯削压力,并用左手扶持所要锯下的材料,以免锯断材料掉下砸伤脚。
注意保留锯削线
5.锯条折断、崩齿原因分析:
(1)锯条装夹或工件装夹问题;
(2)压力太大或推锯时手不稳或推锯和回拉没有保持直线运动;
(3)起锯方向不对、角度太太或材料有杂质;
6.造成锯偏有两种可能性
一是工具的问题所引起的偏斜;
二是锯割动作不规范。
1)工具的原因,如锯条没有绷紧或没有紧贴销钉,锯弓本身的质量问题等;
2)推锯动作的原因,推锯过程中,锯条没有垂直。
1.锉刀的选用
(1)根据工件形状和加工面的大小选择锉刀的形状和规格:
(2)根据加工材料软硬、加工余量、精度和表面粗糙度的要求选择锉刀的粗细。粗锉刀的齿距大,不易堵塞,适宜于粗加工(即加工余量大、精度等级和表面质量要求低)及铜、铝等软金属的锉削;细锉刀适宜于钢、铸铁以及表面质量要求高的工件的锉削;油光锉只用来修光已加工表面,锉刀愈细,锉出的工件表面愈光,但生产率愈低。
2、锉削操作:装夹工件
工件必须牢固地夹在虎钳钳口的中部,需锉削的表面略高于钳口,不能高得太多,夹持已加工表面时,应在钳口与工件之间垫以铜片或铝片。
3、锉刀的握法
P146
4、锉削的姿势
正确的锉削姿势、能够减轻疲劳,提高锉削质量和效率,人的站立姿势为:左腿在前弯曲,右腿伸直在后,身体向前倾余(约10°左右),重心落在左腿上。锉削时,两腿站稳不动,靠左膝的屈伸使身体作往复运动,手臂和身体的运动要相互配合,并要使锉刀的全长充分利用。
5、锉削注意事项
1)锉刀必须装柄使用,以免刺伤手腕。松动的锉刀柄应装紧后再用;
2)不准用嘴吹锉屑,也不要用手清除锉屑。当锉刀堵塞后,应用钢丝刷顺着锉纹方向刷去锉屑;
3)锉屑时不准用手摸锉过的表面,因手有油污、再锉时打滑;
4)锉刀不能作橇棒或敲击工件,防止锉刀折断伤人;
5)放置锉刀时,不要使其露出工作台面,以防锉刀跌落伤脚;也不能把锉刀与锉刀叠放或锉刀与量具叠放。
钻孔P147
平口钳
手虎钳
表面处理P150
李明在制作小铁锤过程中需要加工一个螺纹孔(如图所示),其正确的工艺流程是 A.划线→冲眼→钻孔→攻丝→孔口倒角 B.划线→冲眼→攻丝→钻孔→孔口倒角 C.划线→冲眼→钻孔→孔口倒角→攻丝 D.划线→冲眼→孔口倒角→钻孔→攻丝
为了延长铁栅栏门使用寿命,以下操作比较合理的是
A.焊接好后直接给铁栅栏门涂油漆,再涂防锈漆
B.先给每条铁管涂好油漆后再焊接
C.焊接好后用砂纸打磨干净,涂防锈漆,再涂油漆
D.焊接好后直接涂油漆
周文用麻花钻加工了一个孔,该孔剖开后的形状应该是
1、三角架涉及的工艺有哪些?每道工艺需要哪些设备或工具?
划线、锯割、锉削、钻孔
3、以下哪种划线是较合理的?其他几种划线会出现什么情况?
在划90度锯割角时,应准确留出角钢另一侧面的钢板的厚度。
2、只有经过多次边锉削边弯折,才能够达到加工目的,对吗?
同课章节目录