多用电表的使用 锡焊 课件-2022-2023学年高中通用技术苏教版(2019)选择性必修1《电子控制技术》(52张PPT)
文档属性
| 名称 | 多用电表的使用 锡焊 课件-2022-2023学年高中通用技术苏教版(2019)选择性必修1《电子控制技术》(52张PPT) |
|
|
| 格式 | pptx | ||
| 文件大小 | 6.7MB | ||
| 资源类型 | 教案 | ||
| 版本资源 | 通用版 | ||
| 科目 | 通用技术 | ||
| 更新时间 | 2022-09-24 00:00:00 | ||
图片预览
文档简介
(共52张PPT)
多用电表的使用
第二章 电子控制系统信息的获取与转换
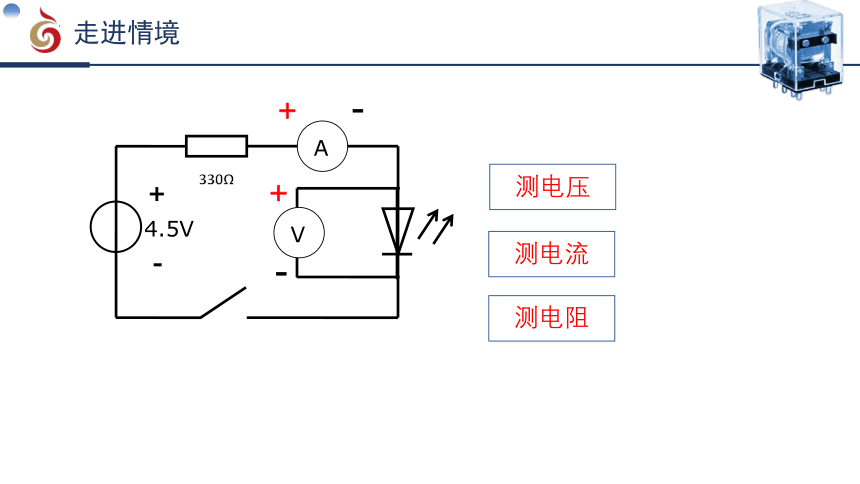
走进情境
330Ω
+
-
4.5V
测电流
测电压
A
+
-
+
-
V
测电阻
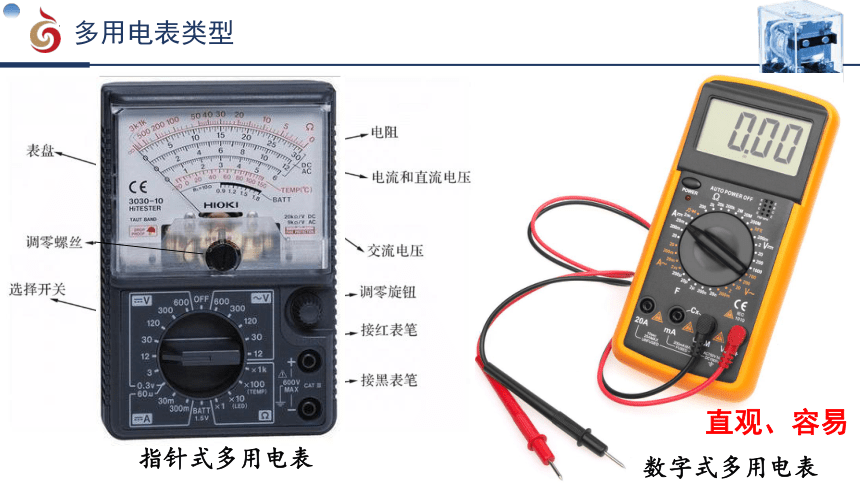
多用电表类型
指针式多用电表
数字式多用电表
直观、容易
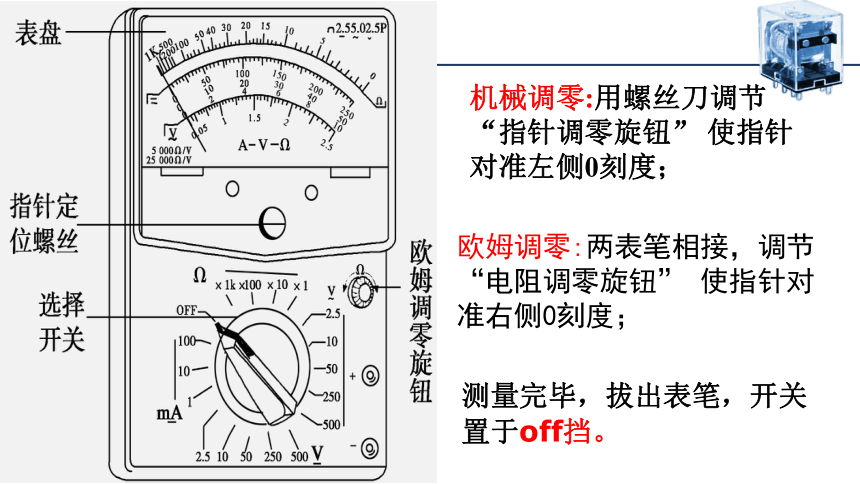
走进情境
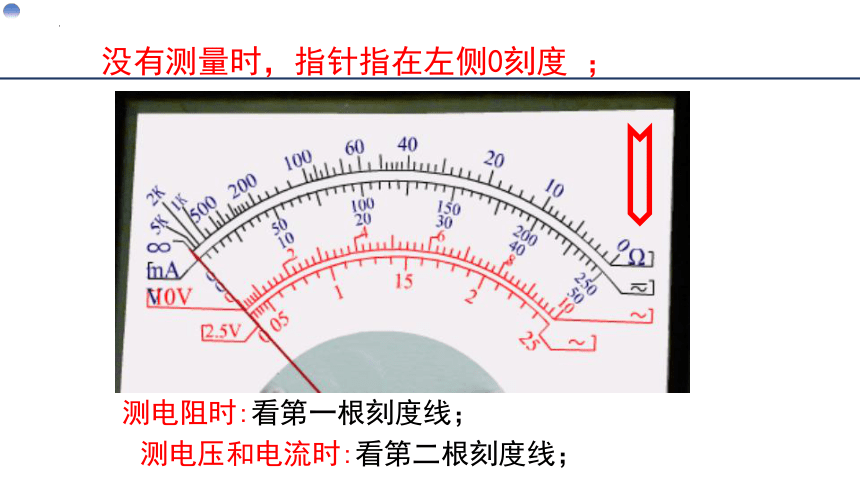
机械调零:用螺丝刀调节“指针调零旋钮” 使指针对准左侧0刻度;
测量完毕,拔出表笔,开关置于off挡。
欧姆调零:两表笔相接,调节“电阻调零旋钮” 使指针对准右侧0刻度;
测电阻时:看第一根刻度线;
测电压和电流时:看第二根刻度线;
没有测量时,指针指在左侧0刻度 ;
测量内容
一
直流电压
二
直流电流
三
电阻
四
判断二极管、三极管好坏
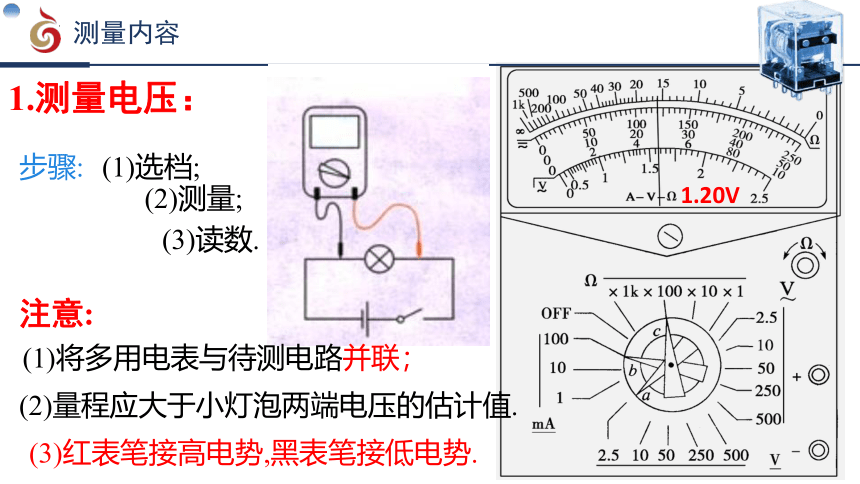
1.20V
测量内容
(3)红表笔接高电势,黑表笔接低电势.
1.测量电压:
步骤: (1)选档;
(2)测量;
(3)读数.
注意:
(2)量程应大于小灯泡两端电压的估计值.
(1)将多用电表与待测电路并联;
测量内容
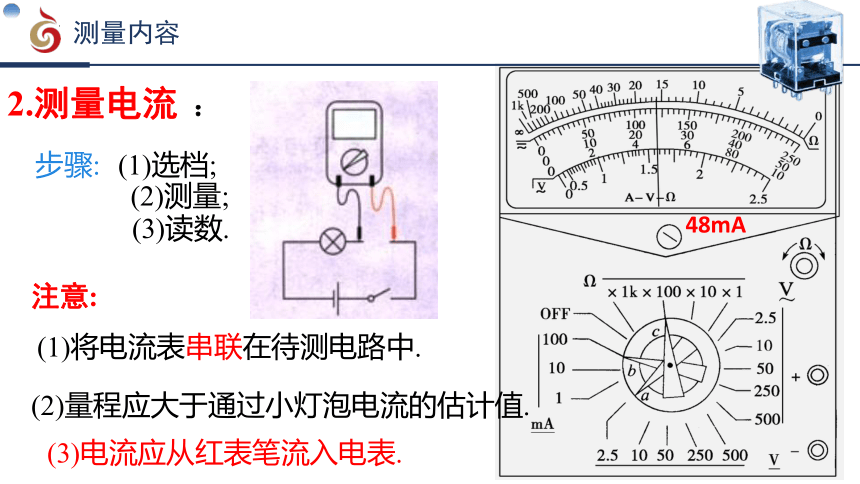
2.测量电流 :
(1)将电流表串联在待测电路中.
注意:
(2)量程应大于通过小灯泡电流的估计值.
(3)电流应从红表笔流入电表.
步骤: (1)选档;
(2)测量;
(3)读数.
48mA
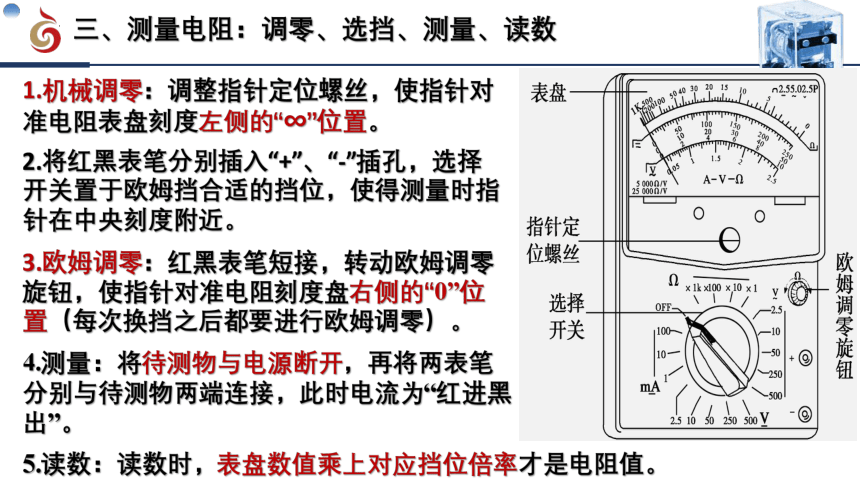
三、测量电阻:调零、选挡、测量、读数
1.机械调零:调整指针定位螺丝,使指针对准电阻表盘刻度左侧的“∞”位置。
2.将红黑表笔分别插入“+”、“-”插孔,选择开关置于欧姆挡合适的挡位,使得测量时指针在中央刻度附近。
3.欧姆调零:红黑表笔短接,转动欧姆调零旋钮,使指针对准电阻刻度盘右侧的“0”位置(每次换挡之后都要进行欧姆调零)。
4.测量:将待测物与电源断开,再将两表笔分别与待测物两端连接,此时电流为“红进黑出”。
5.读数:读数时,表盘数值乘上对应挡位倍率才是电阻值。
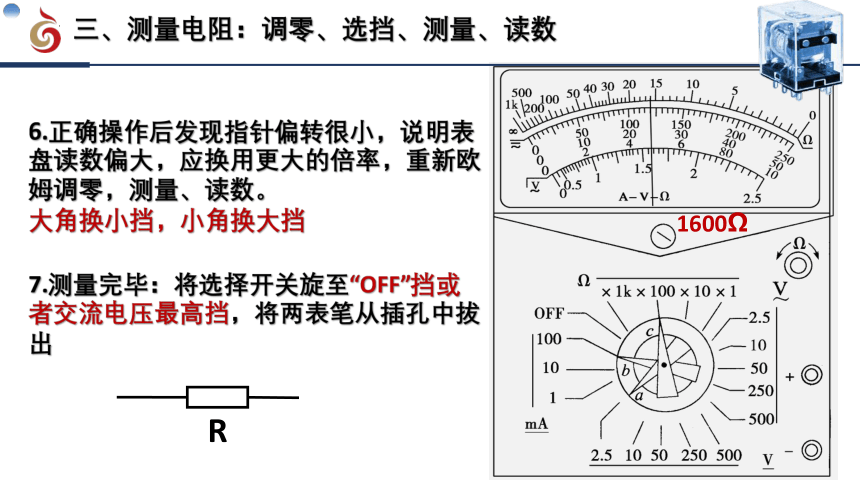
三、测量电阻:调零、选挡、测量、读数
7.测量完毕:将选择开关旋至“OFF”挡或者交流电压最高挡,将两表笔从插孔中拔出
1600Ω
6.正确操作后发现指针偏转很小,说明表盘读数偏大,应换用更大的倍率,重新欧姆调零,测量、读数。
大角换小挡,小角换大挡
R
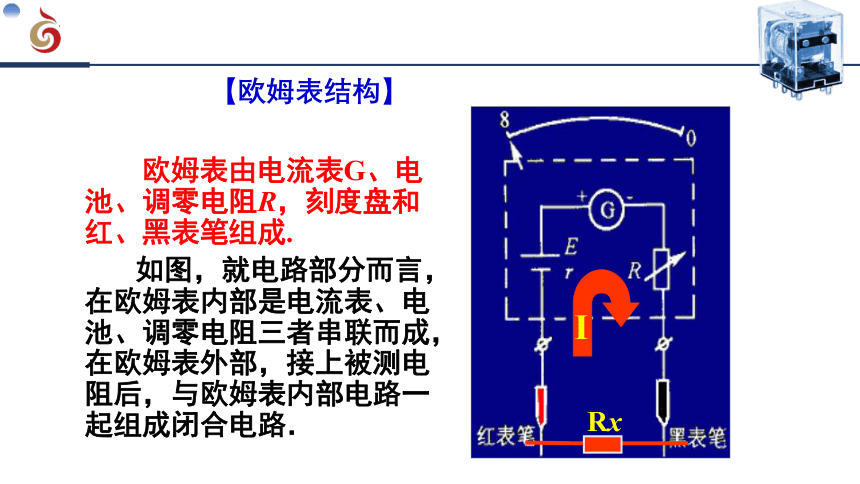
欧姆表由电流表G、电池、调零电阻R,刻度盘和红、黑表笔组成.
如图,就电路部分而言,在欧姆表内部是电流表、电池、调零电阻三者串联而成,在欧姆表外部,接上被测电阻后,与欧姆表内部电路一起组成闭合电路.
I
Rx
【欧姆表结构】
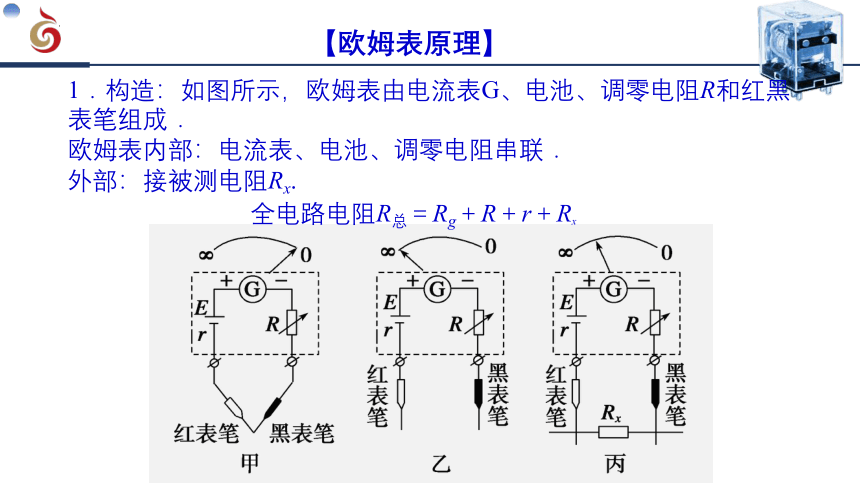
【欧姆表原理】
1.构造:如图所示,欧姆表由电流表G、电池、调零电阻R和红黑表笔组成.
欧姆表内部:电流表、电池、调零电阻串联.
外部:接被测电阻Rx.
全电路电阻R总=Rg+R+r+Rx
总结
1.无论进行何种测量,使用前都需要进行机械调零。
2.测量时电流都是红进黑出,测直流电压、电流时用的是外部电源,红表笔电位高于黑表笔,测电阻时用的是内部电源,黑表笔电位高于红表笔。
3.测量电阻时选择合适的倍率,使指针指在中央1/3刻度范围,可选用比估计值低1个数量级的倍率,如估计值为200Ω就选择x10的倍率。
4.测量电阻时,待测物需与外部电路断开,手不能接触两个表笔。
5.读数:测电阻时,阻值应为表盘读数乘以倍率。
四、多用电表判断二极管的电极与好坏
1.将多用电表调至欧姆挡(X100或X1k)。
2.用两个表笔分别接触二极管的两个电极,测得一个电阻值。
3.将两个表笔调换,测得另一个电阻值。
测量项目 测量方法 正常数据 极性判断 质量好坏
正向电阻
反向电阻
几百到几千欧,锗管比硅管稍小
大于几百千欧
红表笔所接为二极管负极,黑表笔接正极
黑表笔所接为二极管负极,红表笔接正极
正反向电阻:
1.相差很大,说明二极管正常。差的越大性能越好
2.均很小或者为0,则说明二极管内部短路
3.均很大,说明二极管内部开路。
四、多用电表判断二极管的电极与好坏
正向电阻约为几百欧姆;
反向电阻约为几百千欧.
二极管
黑表笔接二极管的正极
红表笔接二极管的负极
正向电阻
判断二极管的正负极的方法.
四、多用电表判断二极管的电极与好坏
例1、用多用电表测量二极管的电阻。
当指针偏转大(即阻值小),表明测正向电阻,此时黑表笔接触二极管 极,红表笔接触二极管 极。
正
负
【例2】下列关于使用多用电表进行测量的说法中不正确的是( )
A.测量直流电压时,红表棒应接高电位,黑表棒应接低电位;
B.测量电阻的阻值前应先选择量程,再将两表棒短路,转动调零旋钮将电表的读数调零;
C.测量二极管的正向电阻时,应将红表棒接二极管的正极,黑表棒接二极管的负极;
D.确定光敏传感器质量好坏时,应在不同的光照条件下分别测量其电阻值和通电时的电压值。
C
四、多用电表判断三极管的管脚与好坏
b
e
c
c
e
b
e
c
b
b
e
c
PNP
NPN
用多用电表×100或×1k的欧姆挡测量三极管。
负 NPN
A
则剩下的那个管脚是基极。
若用红表棒和黑表棒分别接触两只管脚时测得的正、反电阻较大
(约几十千欧左右)
①、找基极b的方法:
四、多用电表判断三极管的管脚与好坏
P
二极管的单向导电性
N
黑表接P,红表笔N,测得电阻较小;
研究PN结时:
黑表接N,红表笔P,测得电阻很大。
四、多用电表判断三极管的管脚与好坏
c
e
b
e
c
b
PNP
NPN
测量 电阻 NPN PNP
红表笔接b,黑表笔接e
红表笔接e,黑表笔接b
红表笔接b,黑表笔接c
红表笔接c,黑表笔接b
红表笔接c,黑表笔接e
红表笔接e,黑表笔接c
大
小
大
小
大
大
小
大
小
大
大
大
c、e之间的正反电阻都很大
四、多用电表判断三极管的管脚与好坏
b
e
c
b
e
c
用多用电表×100或×1k的欧姆挡测量三极管。
负 NPN
A
则是NPN三极管。
(约几百欧左右)
②、判断三极管的型号:
若用黑表棒接触基极,红表棒分别接触另两只管脚时测得的电阻均较小
若用黑表棒接触基极,红表棒分别接触另两只管脚时测得的电阻均较大,则是PNP三极管。
(约几十千欧左右)
b
e
c
b
e
c
四、多用电表判断三极管的管脚与好坏
4.判断c、e极:
若测得三极管类型为NPN,让黑表笔接触c、e其中一根管脚,两手指分别捏住另一根管脚和基极b充当基极电阻Rb,(两手不能相碰)读出一个电阻值,然后两个管脚互换位置测量,读出第二个阻值。
两次测量中,阻值小的那次黑表笔接触的是三极管的集电极c,剩余管脚即为发射极e。
e
c
b
四、多用电表判断三极管的管脚与好坏
四、多用电表判断三极管的管脚与好坏
4.判断c、e极:
若测得管子类型为PNP,让黑表笔接触c、e其中一根管脚,两手指分别捏住另一根管脚和基极b充当基极电阻Rb,(两手不能相碰)读出一个电阻值,然后两个管脚互换位置测量,读出第二个阻值。
两次测量中,阻值小的那次黑表笔接触的是三极管的发射极e,剩余管脚即为集电极c。
c
e
b
四、多用电表判断三极管的管脚与好坏
4.判断管脚好坏:(判断两个PN结好坏)
若管子类型为NPN,让黑表笔接触基极b,红表笔先后接在其余两个电极上,若两次测得电阻都较小,再将红表笔接在基极上,黑表笔先后接在其余两个管脚上,两次测得电阻都很大,说明管子正常;
若管子类型为PNP,让红表笔接触基极b,黑表笔先后接在其余两个电极上,若两次测得电阻都较小,再将黑表笔接在基极上,红表笔先后接在其余两个管脚上,两次测得电阻都很大,说明管子正常;
b
e
c
b
e
c
应用:如图所示,图甲、图乙是刘伟同学用万用表检测三极管极性的两个示意图,其中万用表的转换开关在电阻挡×1k挡。己知图中②为基极,则下列判断合理的是
A.①集电极,③发射极,NPN
B.①发射极,③集电极,NPN
C.①集电极,③发射极,PNP
D.①发射极,③集电极,PNP
多用电表的应用
判断目的 应用挡位 现象
电源 电压挡 两接线柱正、反接时均无示数说明无电源
电阻 欧姆挡 两接线柱间正、反接时示数相同
二极管 欧姆挡 正接时示数很小,反接时示数很大
【例3】用多用电表×1k的欧姆挡测量一只能正常放大的三极管,若用红表棒接触基极管脚,黑表棒接触另两只管脚时测得的电阻均较大,则该三极管是( )
A.NPN型
B.PNP型
C.无法确定
D.都有可能
反
负 NPN
A
A
【例4】如图所示是张雷使用多用电表测试各元器件的示意图,其中测试方法正确且元器件性能良好的是( )
C
【例5】[2018湖州模拟]把指针式多用电表拨在电阻挡,测量下面的电子元件,下列说法正确的是( )
A.红表笔接引脚1,黑表笔接引脚2,指针大幅度偏转;
B.红表笔接引脚3,黑表笔接引脚4,指针不偏转;
C.红表笔接引脚5,黑表笔接引脚6,指针先向右偏,
后向左偏;
D.红表笔接引脚7,黑表笔接引脚8,湿度越大,指针
偏转越小。
C
数字式多用电表
1.黑表笔插com孔,红表笔根据测量选择插孔;
2.电阻挡位表示量程,如搭载200挡,读数100,表示所测电阻阻值为100Ω;
3.测电流与电压是原则上没有正负极要求,读数可正可负;
4.测二极管:挡位打在二极管挡,红接P黑接N测出正向压降为几百,二极管正常;
5.数字式多用电表应用广泛,比方设有专用的三极管插孔。
欧姆调零旋钮
表头
数字和指针万用表的区别
锡 焊
11、焊接技术
元件排列整齐
焊点符合要求
饱满 有光泽,表面无凹凸不平
锡焊的原理
锡焊是利用低熔点的金属焊料加热熔化后,渗入并充填金属件连接处间隙的焊接方法。
其主要特征有以下三点:
⑴ 焊料熔点低于焊件;
⑵ 焊接时将焊料与焊件共同加热到锡焊温度,焊料熔化而焊件不熔化;
⑶ 焊接的形成依靠熔化状态的焊料浸润焊接面,由毛细作用使焊料进入焊件的间隙,形成一个合金层,从而实现焊件的结合。
焊点形成的条件
1.焊点必须具备可焊性,如:金、银、铜、铁等;
2.被焊金属表面需保持清洁;
3.使用合适的助焊剂;
4.需要合适的焊接温度;
5.需要合适的焊接时间
对印制板上的电子元器件进行焊接时,一般选择20W~35W的电烙铁;每个焊点一次焊接的时间应不大于3秒钟。
锡焊的原理
焊接的实质:利用热能加速金属原子间的扩散,由于金属 原子间的吸引力使金属之间的连接处形成牢固的合金结合在一起。
锡焊的特征:焊锡和元件之间呈浸润状态
浸润状态
非
浸润状态
锡焊的原理
虚焊产生原因:
①被焊接处表面未预先清洁好,或元器件引脚氧化;
②焊接时间太长或太短,掌握得不好;
③焊接中焊锡尚未凝固时,焊接元件松;
(3)电烙铁的作用:___________ __________、
____________________。
(4)助焊剂的作用:①________________________;
②______________;
③__________________ ______;
通过发热使锡融化
将焊件加热到能够融化焊锡的温度
辅助热传导
去除氧化物
去除被焊接材质表面油污、增大焊接面积
锡焊
电烙铁的使用
(1)电烙铁的简介
电烙铁是电子制作和电器维修的必备工具,主要用途是焊接元件及导线,常用电烙铁可分为以下两种:
________电烙铁 内热式电烙铁的烙铁头在烙铁芯的外面,这种电烙铁加热快,体积小,重量轻,热利用率高,但使用寿命较短
_______电烙铁 外热式电烙铁的烙铁头是安装在烙铁芯里面的,它的优点是经久耐用、使用寿命长,长时间工作时温度平稳,焊接时不易烫坏元器件,但其体积大、升温较慢。。
内热式
外热式
锡焊五步操作法:
①准备施焊
②加热焊件
③熔化焊料
④移开焊锡
⑤移开烙铁
锡焊
(2)电烙铁的使用方法
①电烙铁的拿法分为三种,如图所示。
一般在操作台上焊印刷版等焊件时多采用握笔法。使用电烙铁要配置烙铁架。
锡焊
②电烙铁焊接的步骤:
a.准备施焊,左手拿________,右手握________,进入备焊状态。要求烙铁头________。
b.烙铁头同时接触两个被焊接物,加热焊件时间大约为_____秒
c.加热到一定温度时,将焊锡丝从烙铁对面接触焊件,注意:___________ _____________。
焊丝 电烙铁
保持干净
1~2
不要把焊锡丝送到烙铁头上
锡焊
d.移开焊丝,当焊丝熔化一定量后,立即向________方向移开焊丝。
e.移开烙铁,焊锡浸润焊盘和焊件的施焊部位以后,向________移开烙铁。
右上45°
左上45°
锡焊
【例1】在焊接过程中,要保证焊点的质量,否则可能出现虚焊、假焊等情况。如图所示的四种焊点,最规范的是( )
A
【例2】图示为锡焊的五个步骤,正确的顺序为( )
A.a b c d e B.a c b d e
C.d c a b e D.e d a b c
D
锡焊
【例3】以下说法错误的是( )
A.锡焊过程中既有物理变化也有化学变化
B.电烙铁的作用是将锡和焊件融化到一起
C.助焊剂在焊接中必不可少
D.焊件处必须保持清洁
B
锡焊
【例4】电子元器件在线路板上的连接一般用焊接,关于焊接下列说法中不正确的是( )
A.新手焊接时,焊接工具一般宜选用25 瓦内热式电烙铁
B.新电烙铁使用前需要先预热,再蘸点松香,然后涂上焊锡
C.焊接时先送入焊锡丝,再送入电烙铁,同时加热焊盘、元器件引脚和焊锡丝
D.焊好后先移开焊锡丝,再移开电烙铁
C
【例5】[2017.4浙江选考]在电子控制技术实践课上,同学们用电烙铁进行焊接操作,小明发现有下列方法,其中正确的是( )
A.先用电烙铁加热元件引脚,再加焊锡,熔化的焊锡沿着引脚流到焊盘上形成焊点;
B.先将焊锡移到焊盘上方,再用电烙铁加热焊锡,让熔化的焊锡滴到焊盘上形成焊点;
C.先将焊锡熔化在电烙铁上,再用电烙铁
在焊盘上来回涂抹,把焊锡均匀地涂在引脚
四周;
D.先用电烙铁同时加热焊盘和元件引脚,
再将焊锡送入使其熔化,在引脚和焊盘间
形成焊点。
D
谢 谢!
多用电表的使用
第二章 电子控制系统信息的获取与转换
走进情境
330Ω
+
-
4.5V
测电流
测电压
A
+
-
+
-
V
测电阻
多用电表类型
指针式多用电表
数字式多用电表
直观、容易
走进情境
机械调零:用螺丝刀调节“指针调零旋钮” 使指针对准左侧0刻度;
测量完毕,拔出表笔,开关置于off挡。
欧姆调零:两表笔相接,调节“电阻调零旋钮” 使指针对准右侧0刻度;
测电阻时:看第一根刻度线;
测电压和电流时:看第二根刻度线;
没有测量时,指针指在左侧0刻度 ;
测量内容
一
直流电压
二
直流电流
三
电阻
四
判断二极管、三极管好坏
1.20V
测量内容
(3)红表笔接高电势,黑表笔接低电势.
1.测量电压:
步骤: (1)选档;
(2)测量;
(3)读数.
注意:
(2)量程应大于小灯泡两端电压的估计值.
(1)将多用电表与待测电路并联;
测量内容
2.测量电流 :
(1)将电流表串联在待测电路中.
注意:
(2)量程应大于通过小灯泡电流的估计值.
(3)电流应从红表笔流入电表.
步骤: (1)选档;
(2)测量;
(3)读数.
48mA
三、测量电阻:调零、选挡、测量、读数
1.机械调零:调整指针定位螺丝,使指针对准电阻表盘刻度左侧的“∞”位置。
2.将红黑表笔分别插入“+”、“-”插孔,选择开关置于欧姆挡合适的挡位,使得测量时指针在中央刻度附近。
3.欧姆调零:红黑表笔短接,转动欧姆调零旋钮,使指针对准电阻刻度盘右侧的“0”位置(每次换挡之后都要进行欧姆调零)。
4.测量:将待测物与电源断开,再将两表笔分别与待测物两端连接,此时电流为“红进黑出”。
5.读数:读数时,表盘数值乘上对应挡位倍率才是电阻值。
三、测量电阻:调零、选挡、测量、读数
7.测量完毕:将选择开关旋至“OFF”挡或者交流电压最高挡,将两表笔从插孔中拔出
1600Ω
6.正确操作后发现指针偏转很小,说明表盘读数偏大,应换用更大的倍率,重新欧姆调零,测量、读数。
大角换小挡,小角换大挡
R
欧姆表由电流表G、电池、调零电阻R,刻度盘和红、黑表笔组成.
如图,就电路部分而言,在欧姆表内部是电流表、电池、调零电阻三者串联而成,在欧姆表外部,接上被测电阻后,与欧姆表内部电路一起组成闭合电路.
I
Rx
【欧姆表结构】
【欧姆表原理】
1.构造:如图所示,欧姆表由电流表G、电池、调零电阻R和红黑表笔组成.
欧姆表内部:电流表、电池、调零电阻串联.
外部:接被测电阻Rx.
全电路电阻R总=Rg+R+r+Rx
总结
1.无论进行何种测量,使用前都需要进行机械调零。
2.测量时电流都是红进黑出,测直流电压、电流时用的是外部电源,红表笔电位高于黑表笔,测电阻时用的是内部电源,黑表笔电位高于红表笔。
3.测量电阻时选择合适的倍率,使指针指在中央1/3刻度范围,可选用比估计值低1个数量级的倍率,如估计值为200Ω就选择x10的倍率。
4.测量电阻时,待测物需与外部电路断开,手不能接触两个表笔。
5.读数:测电阻时,阻值应为表盘读数乘以倍率。
四、多用电表判断二极管的电极与好坏
1.将多用电表调至欧姆挡(X100或X1k)。
2.用两个表笔分别接触二极管的两个电极,测得一个电阻值。
3.将两个表笔调换,测得另一个电阻值。
测量项目 测量方法 正常数据 极性判断 质量好坏
正向电阻
反向电阻
几百到几千欧,锗管比硅管稍小
大于几百千欧
红表笔所接为二极管负极,黑表笔接正极
黑表笔所接为二极管负极,红表笔接正极
正反向电阻:
1.相差很大,说明二极管正常。差的越大性能越好
2.均很小或者为0,则说明二极管内部短路
3.均很大,说明二极管内部开路。
四、多用电表判断二极管的电极与好坏
正向电阻约为几百欧姆;
反向电阻约为几百千欧.
二极管
黑表笔接二极管的正极
红表笔接二极管的负极
正向电阻
判断二极管的正负极的方法.
四、多用电表判断二极管的电极与好坏
例1、用多用电表测量二极管的电阻。
当指针偏转大(即阻值小),表明测正向电阻,此时黑表笔接触二极管 极,红表笔接触二极管 极。
正
负
【例2】下列关于使用多用电表进行测量的说法中不正确的是( )
A.测量直流电压时,红表棒应接高电位,黑表棒应接低电位;
B.测量电阻的阻值前应先选择量程,再将两表棒短路,转动调零旋钮将电表的读数调零;
C.测量二极管的正向电阻时,应将红表棒接二极管的正极,黑表棒接二极管的负极;
D.确定光敏传感器质量好坏时,应在不同的光照条件下分别测量其电阻值和通电时的电压值。
C
四、多用电表判断三极管的管脚与好坏
b
e
c
c
e
b
e
c
b
b
e
c
PNP
NPN
用多用电表×100或×1k的欧姆挡测量三极管。
负 NPN
A
则剩下的那个管脚是基极。
若用红表棒和黑表棒分别接触两只管脚时测得的正、反电阻较大
(约几十千欧左右)
①、找基极b的方法:
四、多用电表判断三极管的管脚与好坏
P
二极管的单向导电性
N
黑表接P,红表笔N,测得电阻较小;
研究PN结时:
黑表接N,红表笔P,测得电阻很大。
四、多用电表判断三极管的管脚与好坏
c
e
b
e
c
b
PNP
NPN
测量 电阻 NPN PNP
红表笔接b,黑表笔接e
红表笔接e,黑表笔接b
红表笔接b,黑表笔接c
红表笔接c,黑表笔接b
红表笔接c,黑表笔接e
红表笔接e,黑表笔接c
大
小
大
小
大
大
小
大
小
大
大
大
c、e之间的正反电阻都很大
四、多用电表判断三极管的管脚与好坏
b
e
c
b
e
c
用多用电表×100或×1k的欧姆挡测量三极管。
负 NPN
A
则是NPN三极管。
(约几百欧左右)
②、判断三极管的型号:
若用黑表棒接触基极,红表棒分别接触另两只管脚时测得的电阻均较小
若用黑表棒接触基极,红表棒分别接触另两只管脚时测得的电阻均较大,则是PNP三极管。
(约几十千欧左右)
b
e
c
b
e
c
四、多用电表判断三极管的管脚与好坏
4.判断c、e极:
若测得三极管类型为NPN,让黑表笔接触c、e其中一根管脚,两手指分别捏住另一根管脚和基极b充当基极电阻Rb,(两手不能相碰)读出一个电阻值,然后两个管脚互换位置测量,读出第二个阻值。
两次测量中,阻值小的那次黑表笔接触的是三极管的集电极c,剩余管脚即为发射极e。
e
c
b
四、多用电表判断三极管的管脚与好坏
四、多用电表判断三极管的管脚与好坏
4.判断c、e极:
若测得管子类型为PNP,让黑表笔接触c、e其中一根管脚,两手指分别捏住另一根管脚和基极b充当基极电阻Rb,(两手不能相碰)读出一个电阻值,然后两个管脚互换位置测量,读出第二个阻值。
两次测量中,阻值小的那次黑表笔接触的是三极管的发射极e,剩余管脚即为集电极c。
c
e
b
四、多用电表判断三极管的管脚与好坏
4.判断管脚好坏:(判断两个PN结好坏)
若管子类型为NPN,让黑表笔接触基极b,红表笔先后接在其余两个电极上,若两次测得电阻都较小,再将红表笔接在基极上,黑表笔先后接在其余两个管脚上,两次测得电阻都很大,说明管子正常;
若管子类型为PNP,让红表笔接触基极b,黑表笔先后接在其余两个电极上,若两次测得电阻都较小,再将黑表笔接在基极上,红表笔先后接在其余两个管脚上,两次测得电阻都很大,说明管子正常;
b
e
c
b
e
c
应用:如图所示,图甲、图乙是刘伟同学用万用表检测三极管极性的两个示意图,其中万用表的转换开关在电阻挡×1k挡。己知图中②为基极,则下列判断合理的是
A.①集电极,③发射极,NPN
B.①发射极,③集电极,NPN
C.①集电极,③发射极,PNP
D.①发射极,③集电极,PNP
多用电表的应用
判断目的 应用挡位 现象
电源 电压挡 两接线柱正、反接时均无示数说明无电源
电阻 欧姆挡 两接线柱间正、反接时示数相同
二极管 欧姆挡 正接时示数很小,反接时示数很大
【例3】用多用电表×1k的欧姆挡测量一只能正常放大的三极管,若用红表棒接触基极管脚,黑表棒接触另两只管脚时测得的电阻均较大,则该三极管是( )
A.NPN型
B.PNP型
C.无法确定
D.都有可能
反
负 NPN
A
A
【例4】如图所示是张雷使用多用电表测试各元器件的示意图,其中测试方法正确且元器件性能良好的是( )
C
【例5】[2018湖州模拟]把指针式多用电表拨在电阻挡,测量下面的电子元件,下列说法正确的是( )
A.红表笔接引脚1,黑表笔接引脚2,指针大幅度偏转;
B.红表笔接引脚3,黑表笔接引脚4,指针不偏转;
C.红表笔接引脚5,黑表笔接引脚6,指针先向右偏,
后向左偏;
D.红表笔接引脚7,黑表笔接引脚8,湿度越大,指针
偏转越小。
C
数字式多用电表
1.黑表笔插com孔,红表笔根据测量选择插孔;
2.电阻挡位表示量程,如搭载200挡,读数100,表示所测电阻阻值为100Ω;
3.测电流与电压是原则上没有正负极要求,读数可正可负;
4.测二极管:挡位打在二极管挡,红接P黑接N测出正向压降为几百,二极管正常;
5.数字式多用电表应用广泛,比方设有专用的三极管插孔。
欧姆调零旋钮
表头
数字和指针万用表的区别
锡 焊
11、焊接技术
元件排列整齐
焊点符合要求
饱满 有光泽,表面无凹凸不平
锡焊的原理
锡焊是利用低熔点的金属焊料加热熔化后,渗入并充填金属件连接处间隙的焊接方法。
其主要特征有以下三点:
⑴ 焊料熔点低于焊件;
⑵ 焊接时将焊料与焊件共同加热到锡焊温度,焊料熔化而焊件不熔化;
⑶ 焊接的形成依靠熔化状态的焊料浸润焊接面,由毛细作用使焊料进入焊件的间隙,形成一个合金层,从而实现焊件的结合。
焊点形成的条件
1.焊点必须具备可焊性,如:金、银、铜、铁等;
2.被焊金属表面需保持清洁;
3.使用合适的助焊剂;
4.需要合适的焊接温度;
5.需要合适的焊接时间
对印制板上的电子元器件进行焊接时,一般选择20W~35W的电烙铁;每个焊点一次焊接的时间应不大于3秒钟。
锡焊的原理
焊接的实质:利用热能加速金属原子间的扩散,由于金属 原子间的吸引力使金属之间的连接处形成牢固的合金结合在一起。
锡焊的特征:焊锡和元件之间呈浸润状态
浸润状态
非
浸润状态
锡焊的原理
虚焊产生原因:
①被焊接处表面未预先清洁好,或元器件引脚氧化;
②焊接时间太长或太短,掌握得不好;
③焊接中焊锡尚未凝固时,焊接元件松;
(3)电烙铁的作用:___________ __________、
____________________。
(4)助焊剂的作用:①________________________;
②______________;
③__________________ ______;
通过发热使锡融化
将焊件加热到能够融化焊锡的温度
辅助热传导
去除氧化物
去除被焊接材质表面油污、增大焊接面积
锡焊
电烙铁的使用
(1)电烙铁的简介
电烙铁是电子制作和电器维修的必备工具,主要用途是焊接元件及导线,常用电烙铁可分为以下两种:
________电烙铁 内热式电烙铁的烙铁头在烙铁芯的外面,这种电烙铁加热快,体积小,重量轻,热利用率高,但使用寿命较短
_______电烙铁 外热式电烙铁的烙铁头是安装在烙铁芯里面的,它的优点是经久耐用、使用寿命长,长时间工作时温度平稳,焊接时不易烫坏元器件,但其体积大、升温较慢。。
内热式
外热式
锡焊五步操作法:
①准备施焊
②加热焊件
③熔化焊料
④移开焊锡
⑤移开烙铁
锡焊
(2)电烙铁的使用方法
①电烙铁的拿法分为三种,如图所示。
一般在操作台上焊印刷版等焊件时多采用握笔法。使用电烙铁要配置烙铁架。
锡焊
②电烙铁焊接的步骤:
a.准备施焊,左手拿________,右手握________,进入备焊状态。要求烙铁头________。
b.烙铁头同时接触两个被焊接物,加热焊件时间大约为_____秒
c.加热到一定温度时,将焊锡丝从烙铁对面接触焊件,注意:___________ _____________。
焊丝 电烙铁
保持干净
1~2
不要把焊锡丝送到烙铁头上
锡焊
d.移开焊丝,当焊丝熔化一定量后,立即向________方向移开焊丝。
e.移开烙铁,焊锡浸润焊盘和焊件的施焊部位以后,向________移开烙铁。
右上45°
左上45°
锡焊
【例1】在焊接过程中,要保证焊点的质量,否则可能出现虚焊、假焊等情况。如图所示的四种焊点,最规范的是( )
A
【例2】图示为锡焊的五个步骤,正确的顺序为( )
A.a b c d e B.a c b d e
C.d c a b e D.e d a b c
D
锡焊
【例3】以下说法错误的是( )
A.锡焊过程中既有物理变化也有化学变化
B.电烙铁的作用是将锡和焊件融化到一起
C.助焊剂在焊接中必不可少
D.焊件处必须保持清洁
B
锡焊
【例4】电子元器件在线路板上的连接一般用焊接,关于焊接下列说法中不正确的是( )
A.新手焊接时,焊接工具一般宜选用25 瓦内热式电烙铁
B.新电烙铁使用前需要先预热,再蘸点松香,然后涂上焊锡
C.焊接时先送入焊锡丝,再送入电烙铁,同时加热焊盘、元器件引脚和焊锡丝
D.焊好后先移开焊锡丝,再移开电烙铁
C
【例5】[2017.4浙江选考]在电子控制技术实践课上,同学们用电烙铁进行焊接操作,小明发现有下列方法,其中正确的是( )
A.先用电烙铁加热元件引脚,再加焊锡,熔化的焊锡沿着引脚流到焊盘上形成焊点;
B.先将焊锡移到焊盘上方,再用电烙铁加热焊锡,让熔化的焊锡滴到焊盘上形成焊点;
C.先将焊锡熔化在电烙铁上,再用电烙铁
在焊盘上来回涂抹,把焊锡均匀地涂在引脚
四周;
D.先用电烙铁同时加热焊盘和元件引脚,
再将焊锡送入使其熔化,在引脚和焊盘间
形成焊点。
D
谢 谢!
同课章节目录