鲁科版(2019)新教材高中物理必修3 第3章 恒定电流 第5节 科学测量 :长度的测量及测量工具课件(共24张PPT)
文档属性
| 名称 | 鲁科版(2019)新教材高中物理必修3 第3章 恒定电流 第5节 科学测量 :长度的测量及测量工具课件(共24张PPT) |

|
|
| 格式 | zip | ||
| 文件大小 | 35.6MB | ||
| 资源类型 | 教案 | ||
| 版本资源 | 鲁科版(2019) | ||
| 科目 | 物理 | ||
| 更新时间 | 2022-11-29 00:00:00 | ||
图片预览
文档简介
(共24张PPT)
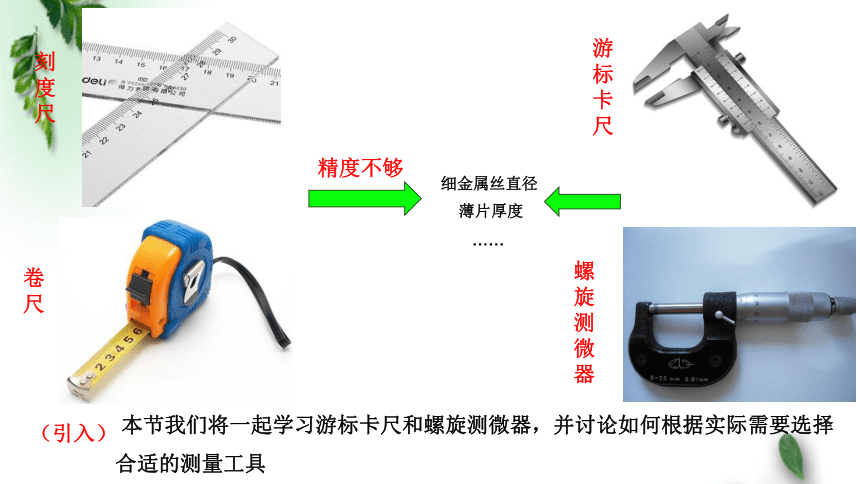
科学测量 :长度的测量及测量工具的选用
(引入)
细金属丝直径
薄片厚度
……
精度不够
游
标
卡
尺
螺
旋
测
微
器
刻
度
尺
卷
尺
本节我们将一起学习游标卡尺和螺旋测微器,并讨论如何根据实际需要选择
合适的测量工具
一、游标卡尺:
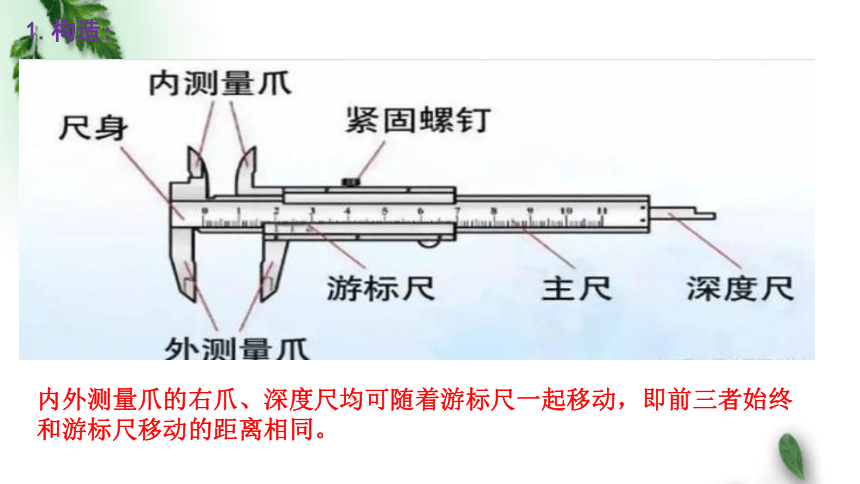
1.构造:
内外测量爪的右爪、深度尺均可随着游标尺一起移动,即前三者始终和游标尺移动的距离相同。
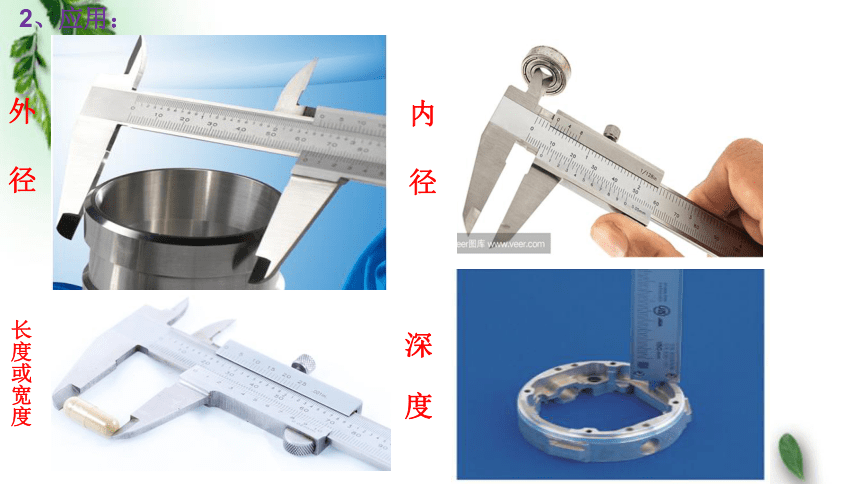
2、应用:
外 径
内 径
长度或宽度
深 度
3.分类:
10分度游标卡尺
20分度游标卡尺
50分度游标卡尺
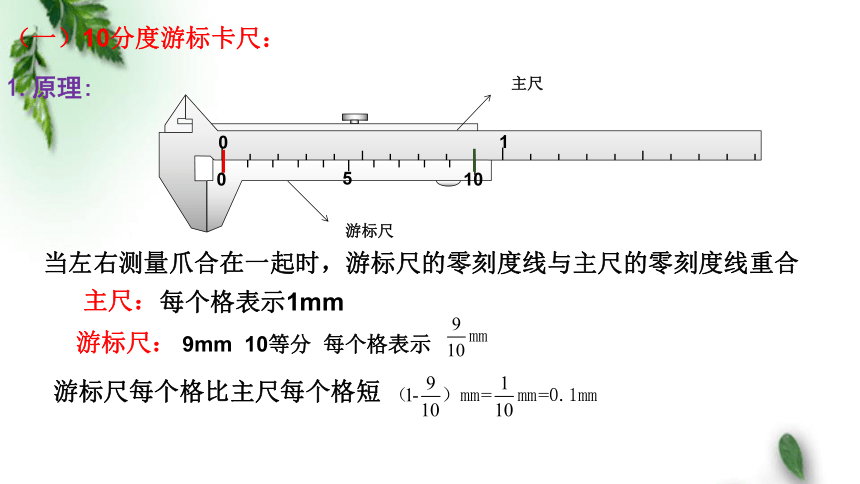
(一)10分度游标卡尺:
0
5
10
0
1
主尺
游标尺
游标尺:
每个格表示1mm
当左右测量爪合在一起时,游标尺的零刻度线与主尺的零刻度线重合
游标尺每个格比主尺每个格短
主尺:
9mm 10等分 每个格表示
1.原理:
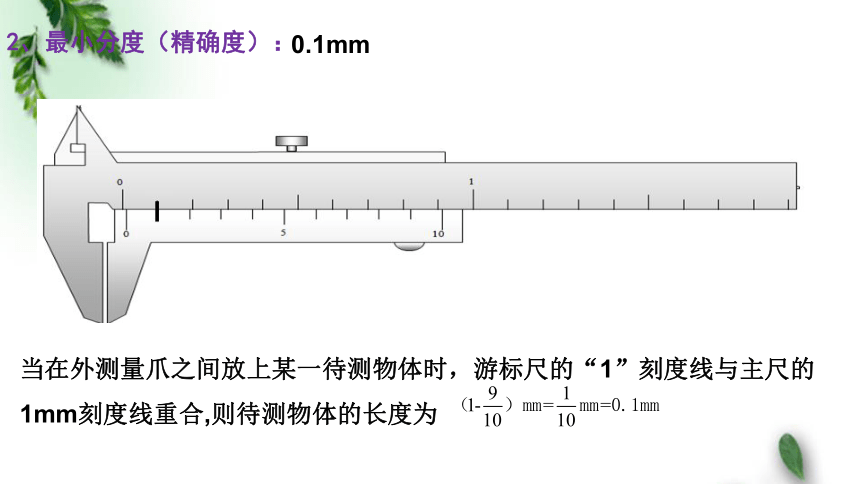
当在外测量爪之间放上某一待测物体时,游标尺的“1”刻度线与主尺的1mm刻度线重合,则待测物体的长度为
2、最小分度(精确度):
0.1mm
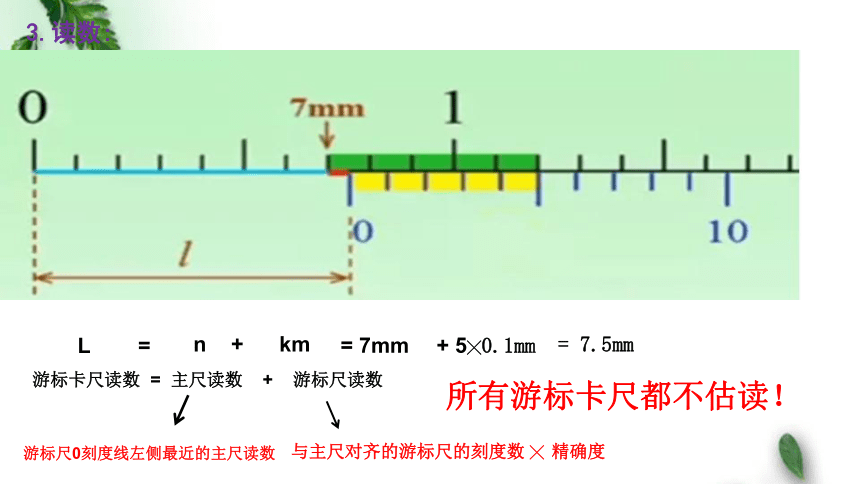
L =
所有游标卡尺都不估读!
游标卡尺读数 = 主尺读数 + 游标尺读数
游标尺0刻度线左侧最近的主尺读数
与主尺对齐的游标尺的刻度数 ╳ 精确度
3.读数:
+ 5╳0.1mm
= 7.5mm
+ km
= 7mm
n
读数练习:
0
5
10
0
1
= 0.3mm
0
5
10
0
1
=1.4mm
0+
1mm
3╳0.1mm
+ 4╳0.1mm
例1、
正确读数:11.1 mm
错误读数:
主尺读数:游标尺0刻度线左侧(而不是游标尺左端)最近的值
10 mm
+1╳0.01
=10.1 mm
(二) 20分度游标卡尺:
0
10
20
0
1
2
3
当左右测量爪合在一起时,游标的零刻度线与主尺的零刻度线重合
0
10
20
0
1
2
3
游标尺:19mm 20等分 每个格表示
主尺:每个格表示1mm
最小分度(精确度):
游标尺每个格比主尺每个格短
1mm+
3.30mm(或3.35mm)
读数练习:
例2、
0╳0.05mm
=1.00mm
0
1
2
3
4
5
6
7
8
9
0
0
1
2
3
4
5
6
7
8
9
10
(三)50分度游标卡尺:
当左右测量爪合在一起时,游标尺的零刻度线与主尺的零刻度线重合
0
1
2
3
4
5
6
7
8
9
0
0
1
2
3
4
5
6
7
8
9
10
0.02mm
游标尺:49mm 50等分 每个格表示
主尺: 每个格表示1mm
游标尺每个格比主尺每个格短
最小分度(精确度):
易错点:看成10分度的
17.00
10mm
读数练习:
例3、
+12 ╳ 0.02mm
=10.24mm
1.024
17mm
+0 ╳ 0.02mm
=17.00mm
注意事项:
1、测量时,右手拿主尺,大拇指移动游标尺,左手
拿待测物体,当其与测量爪相贴时,即可锁定螺钉,
读取数据;
2、使用时要轻拿轻放,移动游标不能用力过猛,
两测量爪与待测物体的接触不宜过紧;
3、读数时,应通过紧固螺钉将游标尺锁定于主尺。
紧固螺钉
二、螺旋测微器(千分尺):
1.构造:
精密螺纹的螺距为0.5mm,即旋钮D每旋转一周,测微螺杆F 前进或后退0.5mm,固定刻度B上方的半毫米刻度线就会露出或被E覆盖。可动刻度 E上的刻度为50等份,每一小格表示0.01mm,即旋钮D每旋转一个格,测微螺杆F前进或后退0.01mm,精确度为0.01mm
2.原理:
注意:固定刻度上表示0.5mm 的刻度线是否露出。
1.601
9.695
读数=
固定刻度读数
+可动刻度读数
+估读读数
例3、
读数练习:
1.5mm
+10.1╳0.01mm
=1.601mm
9.5mm
+19.5╳0.01mm
=9.695mm
注意事项:
1、在使用螺旋测微器之前,首先应检查零点。
用左手拿尺架,右手缓慢转动微调旋钮 ,
使测微螺杆F和测砧A接触,至棘轮发出声音为止,
此时可动刻度E上的零刻线应当和固定刻度B上的中间线对齐,
否则就有零点误差;
2、使用时,仍是左手拿尺架,右手转动旋钮D,使测微螺杆F和测砧A间距稍大于被测物。
3、放入被测物,转动微调旋钮 到夹住被测物,直至棘轮发出声音,随即拨动止动旋钮G使测微螺杆F固定,然后读数。
三、长度测量工具的选用:
1、根据测量所需要的精度来选择测量工具。
例如:一个机器零件的加工尺寸要求误差不大于0.02mm:
游标卡尺
2、根据对被测对象估计值的大小选择量程合适的测量工具。
例如:测量一本书的长度:
米尺
3、符合测量的经济性。
在保证测量精度的前提下,应全面考虑测量工具的成本、耐磨性、测量效率等因素,选择比较经济、测量效率较高的测量工具。
随着科学技术的发展,长度测量范围日益扩大,对测量工具的测量精度和效率的要求越来越高,测量工具也不断改进。例如,利用光束的某些特性设计和制造的激光测距仪,量程大、精度高、测量便捷。
科学测量 :长度的测量及测量工具的选用
(引入)
细金属丝直径
薄片厚度
……
精度不够
游
标
卡
尺
螺
旋
测
微
器
刻
度
尺
卷
尺
本节我们将一起学习游标卡尺和螺旋测微器,并讨论如何根据实际需要选择
合适的测量工具
一、游标卡尺:
1.构造:
内外测量爪的右爪、深度尺均可随着游标尺一起移动,即前三者始终和游标尺移动的距离相同。
2、应用:
外 径
内 径
长度或宽度
深 度
3.分类:
10分度游标卡尺
20分度游标卡尺
50分度游标卡尺
(一)10分度游标卡尺:
0
5
10
0
1
主尺
游标尺
游标尺:
每个格表示1mm
当左右测量爪合在一起时,游标尺的零刻度线与主尺的零刻度线重合
游标尺每个格比主尺每个格短
主尺:
9mm 10等分 每个格表示
1.原理:
当在外测量爪之间放上某一待测物体时,游标尺的“1”刻度线与主尺的1mm刻度线重合,则待测物体的长度为
2、最小分度(精确度):
0.1mm
L =
所有游标卡尺都不估读!
游标卡尺读数 = 主尺读数 + 游标尺读数
游标尺0刻度线左侧最近的主尺读数
与主尺对齐的游标尺的刻度数 ╳ 精确度
3.读数:
+ 5╳0.1mm
= 7.5mm
+ km
= 7mm
n
读数练习:
0
5
10
0
1
= 0.3mm
0
5
10
0
1
=1.4mm
0+
1mm
3╳0.1mm
+ 4╳0.1mm
例1、
正确读数:11.1 mm
错误读数:
主尺读数:游标尺0刻度线左侧(而不是游标尺左端)最近的值
10 mm
+1╳0.01
=10.1 mm
(二) 20分度游标卡尺:
0
10
20
0
1
2
3
当左右测量爪合在一起时,游标的零刻度线与主尺的零刻度线重合
0
10
20
0
1
2
3
游标尺:19mm 20等分 每个格表示
主尺:每个格表示1mm
最小分度(精确度):
游标尺每个格比主尺每个格短
1mm+
3.30mm(或3.35mm)
读数练习:
例2、
0╳0.05mm
=1.00mm
0
1
2
3
4
5
6
7
8
9
0
0
1
2
3
4
5
6
7
8
9
10
(三)50分度游标卡尺:
当左右测量爪合在一起时,游标尺的零刻度线与主尺的零刻度线重合
0
1
2
3
4
5
6
7
8
9
0
0
1
2
3
4
5
6
7
8
9
10
0.02mm
游标尺:49mm 50等分 每个格表示
主尺: 每个格表示1mm
游标尺每个格比主尺每个格短
最小分度(精确度):
易错点:看成10分度的
17.00
10mm
读数练习:
例3、
+12 ╳ 0.02mm
=10.24mm
1.024
17mm
+0 ╳ 0.02mm
=17.00mm
注意事项:
1、测量时,右手拿主尺,大拇指移动游标尺,左手
拿待测物体,当其与测量爪相贴时,即可锁定螺钉,
读取数据;
2、使用时要轻拿轻放,移动游标不能用力过猛,
两测量爪与待测物体的接触不宜过紧;
3、读数时,应通过紧固螺钉将游标尺锁定于主尺。
紧固螺钉
二、螺旋测微器(千分尺):
1.构造:
精密螺纹的螺距为0.5mm,即旋钮D每旋转一周,测微螺杆F 前进或后退0.5mm,固定刻度B上方的半毫米刻度线就会露出或被E覆盖。可动刻度 E上的刻度为50等份,每一小格表示0.01mm,即旋钮D每旋转一个格,测微螺杆F前进或后退0.01mm,精确度为0.01mm
2.原理:
注意:固定刻度上表示0.5mm 的刻度线是否露出。
1.601
9.695
读数=
固定刻度读数
+可动刻度读数
+估读读数
例3、
读数练习:
1.5mm
+10.1╳0.01mm
=1.601mm
9.5mm
+19.5╳0.01mm
=9.695mm
注意事项:
1、在使用螺旋测微器之前,首先应检查零点。
用左手拿尺架,右手缓慢转动微调旋钮 ,
使测微螺杆F和测砧A接触,至棘轮发出声音为止,
此时可动刻度E上的零刻线应当和固定刻度B上的中间线对齐,
否则就有零点误差;
2、使用时,仍是左手拿尺架,右手转动旋钮D,使测微螺杆F和测砧A间距稍大于被测物。
3、放入被测物,转动微调旋钮 到夹住被测物,直至棘轮发出声音,随即拨动止动旋钮G使测微螺杆F固定,然后读数。
三、长度测量工具的选用:
1、根据测量所需要的精度来选择测量工具。
例如:一个机器零件的加工尺寸要求误差不大于0.02mm:
游标卡尺
2、根据对被测对象估计值的大小选择量程合适的测量工具。
例如:测量一本书的长度:
米尺
3、符合测量的经济性。
在保证测量精度的前提下,应全面考虑测量工具的成本、耐磨性、测量效率等因素,选择比较经济、测量效率较高的测量工具。
随着科学技术的发展,长度测量范围日益扩大,对测量工具的测量精度和效率的要求越来越高,测量工具也不断改进。例如,利用光束的某些特性设计和制造的激光测距仪,量程大、精度高、测量便捷。
同课章节目录
- 第1章 静电力与电场强度
- 第1节 静电的产生及其微观解释
- 第2节 库仑定律
- 第3节 电场与电场强度
- 第4节 点电荷的电场 匀强电场
- 第5节 静电的利用与防护
- 第2章 电势能与电势差
- 第1节 静电力做功与电势能
- 第2节 电势与等势面
- 第3节 电势差与电场强度的关系
- 第4节 带电粒子在电场中的运动
- 第5节 科学探究:电容器
- 第3章 恒定电流
- 第1节 电流
- 第2节 电阻
- 第3节 电功与电热
- 第4节 串联电路和并联电路
- 第5节 科学测量:长度的测量及测量工具的选用
- 第6节 科学测量:金属丝的电阻率
- 第4章 闭合电路欧姆定律与科学用电
- 第1节 闭合电路欧姆定律
- 第2节 科学测量:电源的电动势和内阻
- 第3节 科学测量:用多用电表测量电学量
- 第4节 科学用电
- 第5章 初识电磁场与电磁波
- 第1节 磁场及其描述
- 第2节 电磁感应现象及其应用
- 第3节 初识电磁波及其应用
- 第4节 初识光量子与量子世界
- 第6章 能源与可持续发展
- 第1节 能量的多种形式
- 第2节 能量的转化与守恒
- 第3节 珍惜大自然