考点19 金工工具 复习讲义
图片预览

文档简介
考点19 金工工具
一、考点要求
考试内容 考试要求
金工工艺 金工工具与操作 b
二、考点梳理
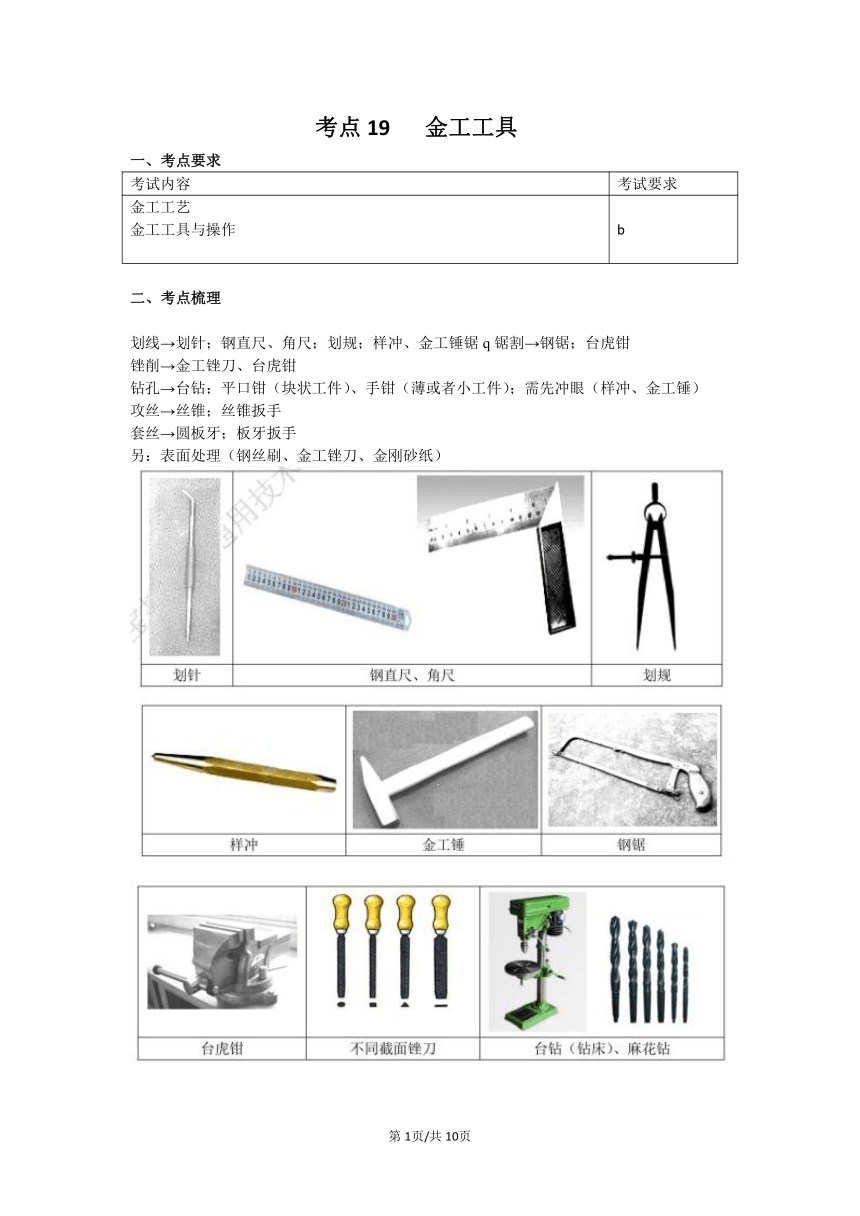
划线→划针;钢直尺、角尺;划规;样冲、金工锤锯q锯割→钢锯;台虎钳
锉削→金工锉刀、台虎钳
钻孔→台钻;平口钳(块状工件)、手钳(薄或者小工件);需先冲眼(样冲、金工锤)
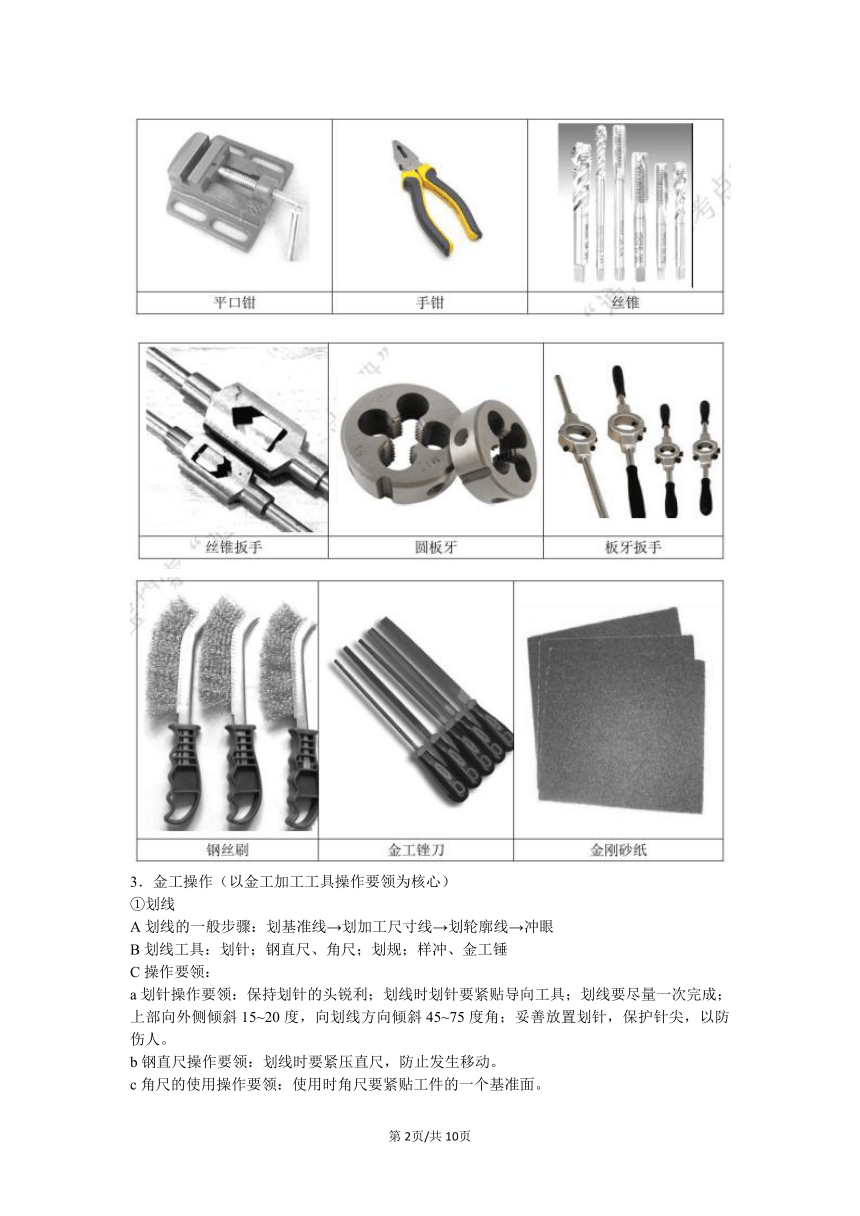
攻丝→丝锥;丝锥扳手
套丝→圆板牙;板牙扳手
另:表面处理(钢丝刷、金工锉刀、金刚砂纸)
3.金工操作(以金工加工工具操作要领为核心)
①划线
A划线的一般步骤:划基准线→划加工尺寸线→划轮廓线→冲眼
B划线工具:划针;钢直尺、角尺;划规;样冲、金工锤
C操作要领:
a划针操作要领:保持划针的头锐利;划线时划针要紧贴导向工具;划线要尽量一次完成;上部向外侧倾斜15~20度,向划线方向倾斜45~75度角;妥善放置划针,保护针尖,以防伤人。
b钢直尺操作要领:划线时要紧压直尺,防止发生移动。
c角尺的使用操作要领:使用时角尺要紧贴工件的一个基准面。
d划规的使用操作要领:划规的脚尖保持尖锐;划线时中心施加较大压力,保持中心不发生滑移。
e样冲的使用操作要领:应斜看靠近冲眼部位;冲眼时冲尖对准划线的交点或划线;敲击前要扶直样冲。(先斜看对准扶正再敲)样冲用途:用于钻孔中心处冲出冲眼,防止钻孔中心滑移
②锯割
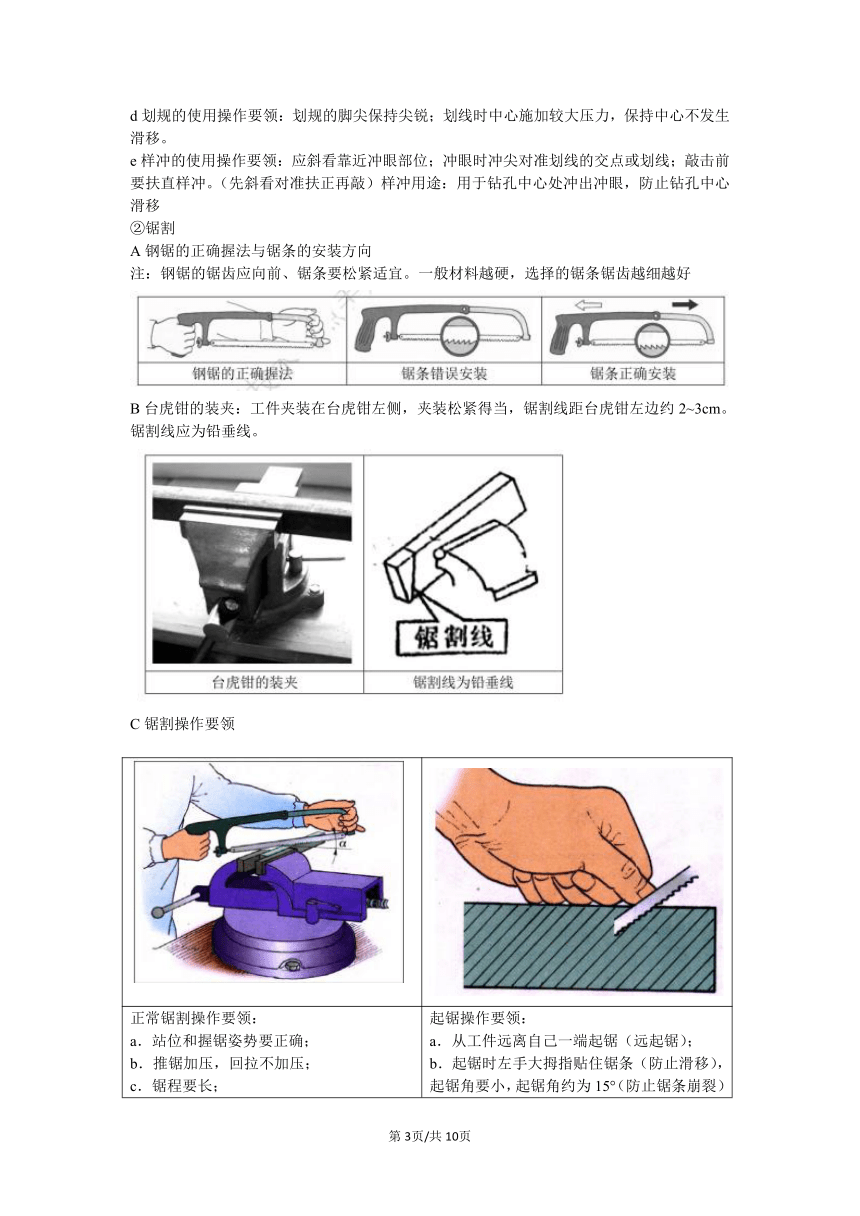
A钢锯的正确握法与锯条的安装方向
注:钢锯的锯齿应向前、锯条要松紧适宜。一般材料越硬,选择的锯条锯齿越细越好
B台虎钳的装夹:工件夹装在台虎钳左侧,夹装松紧得当,锯割线距台虎钳左边约2~3cm。锯割线应为铅垂线。
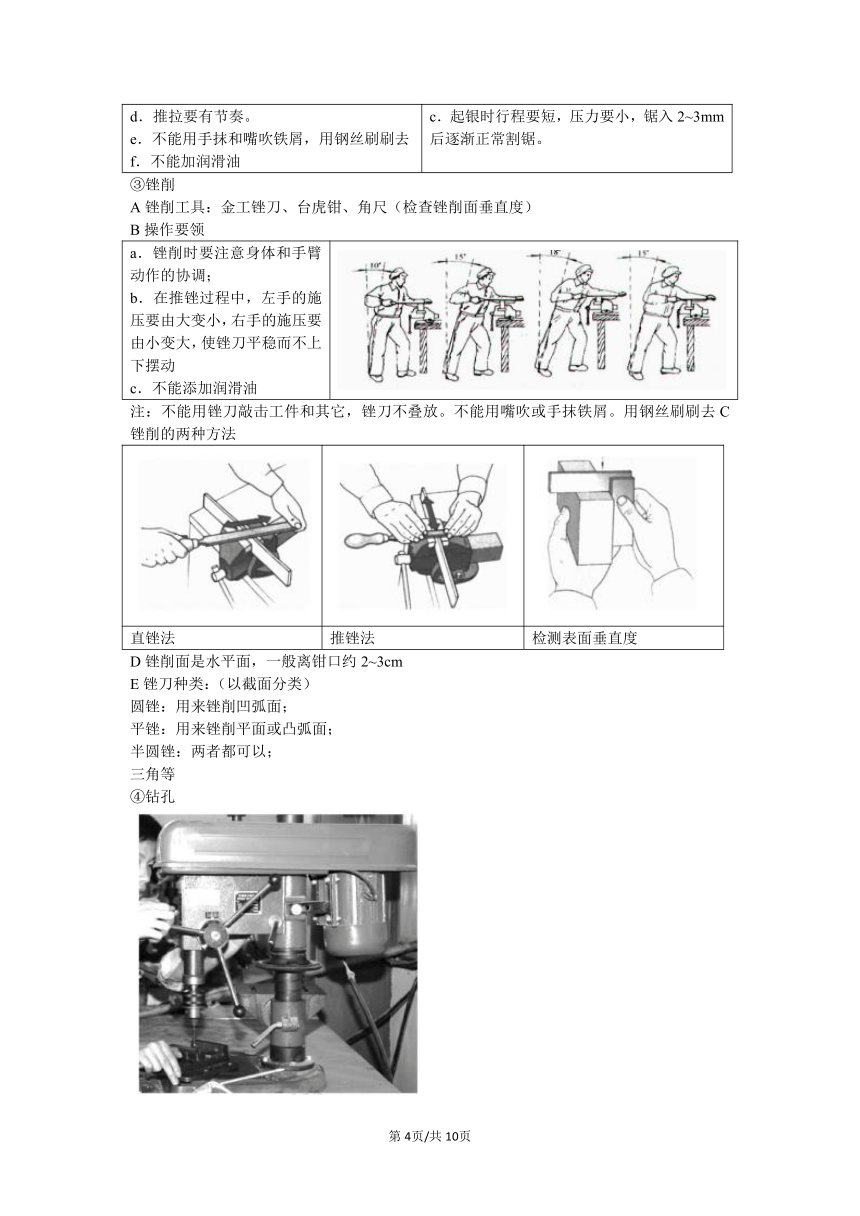
C锯割操作要领
正常锯割操作要领: a.站位和握锯姿势要正确; b.推锯加压,回拉不加压; c.锯程要长; d.推拉要有节奏。 e.不能用手抹和嘴吹铁屑,用钢丝刷刷去 f.不能加润滑油 起锯操作要领: a.从工件远离自己一端起锯(远起锯); b.起锯时左手大拇指贴住锯条(防止滑移),起锯角要小,起锯角约为15°(防止锯条崩裂) c.起银时行程要短,压力要小,锯入2~3mm后逐渐正常割锯。
③锉削
A锉削工具:金工锉刀、台虎钳、角尺(检查锉削面垂直度)
B操作要领
a.锉削时要注意身体和手臂动作的协调; b.在推锉过程中,左手的施压要由大变小,右手的施压要由小变大,使锉刀平稳而不上下摆动 c.不能添加润滑油
注:不能用锉刀敲击工件和其它,锉刀不叠放。不能用嘴吹或手抹铁屑。用钢丝刷刷去C锉削的两种方法
直锉法 推锉法 检测表面垂直度
D锉削面是水平面,一般离钳口约2~3cm
E锉刀种类:(以截面分类)
圆锉:用来锉削凹弧面;
平锉:用来锉削平面或凸弧面;
半圆锉:两者都可以;
三角等
④钻孔
A钻孔工具台钻、手摇钻等;平口钳、手钳;
钻头:麻花钻(圆柱+圆锥)
B钻孔步骤划定位线(冲眼)→装夹工件→装夹钻头→钻孔
C操作要领
做到“二要二不”:操作要集中注意力,钻孔要戴防护眼镜,以防钻屑飞出伤害眼睛;不准带手套操作,以防钻头卷住手套而伤害手指;不能用手直接扶持小工件、薄工件(用手钳夹),以免造成伤害事故;可加润滑油。
⑤螺纹加工制作内螺纹为攻丝(类似于螺母),制作外螺纹为套丝(类似于螺杆)
A攻丝工具(丝锥和丝锥扳手) 攻丝流程:底孔倒角一选择丝锥一装夹工件-攻内螺纹 B套丝工具(板牙和板牙扳手) 倒角一选择扳牙一装夹工件一套外螺纹
注:螺纹加工时,一般顺时针旋进,并经常倒转1/4-1/2圈,避免铁肩阻塞。顺转加压,倒转不加压。
⑥表面处理:是指在工件表面施以保护性或装饰性处理的加工方法,不同材料有不同的处理方法。
A表面处理流程:表面刷光→镀层(可以采用电镀或表面涂上一层塑料)或者喷涂油漆(可以防止锈蚀和增加美观。)
注:去除铁锈属于表面刷光,防锈一般采用电镀或者刷油漆(学生有条件做的为喷涂油
B表面刷光步骤:進盖(用钢丝刷清除毛剌和铁屑)→粗处理(用细锉锉平表面)→细处理(用精细极金刚砂纸打磨)
C淬火的作用:提高硬度;回火的目的消除内部应力,提高工件的组织,一般在表面处理之前
三、考点专练
1.下列钳工操作中不规范的是( )
2.使用金属板材加工该零件,下列工具搭配正确且需要的是( )
3.用厚度合适的铁块加工该工件,下列关于说法中错误的是( )
A. 15mm的方槽需要麻花钻和钢锯加工
B. Φ20的孔可以在台钻上一次钻出
C.可以先锯割出Φ40的大致轮廓,再锉削到位
D.台虎钳上夹持好后,先划出R20和Φ40的圆心
4.用5mm厚的钢板制作该零件,下列工具搭配合理且用得到的是( )
5.在制作该零件的过程中,列说法不合理的是( )
A.划线工具需要划针、划规、钢直尺、钢角尺、样冲等
B.在平口钳上将钢板夹紧并调整位置,戴上防护眼镜,进行钻孔
C.将钢板夹持在平口钳上,用平锉和半圆锉锉削零件的外轮廓
D.加工流程可以为:划线----冲眼-----钻孔-----锯割-----锉削
6.(2022.05山水联盟)小明用101 mm X 69mm X 1 Omm的钢板在通用技术活动室制作该零件,下列操作中正确的是( )
A.在工作台上划线,划针要垂直导向工具
B.用手钳夹持钢板,戴好防护眼镜,在台钻上钻Φ7孔
C.在台虎钳上夹持钢板,将毛坯尺寸锯割到1 00mm X 68mm X 1 0mm
D.可以用半圆锉锉R7圆角
7.(2022.05金丽衢12校)小明用80mm X 80mm X 5mm的钢板在通用技术活动室制作该零件,下列操作中不恰当的是( )
A.在工作平台上划线,划针针尖紧贴导向工具
B.钻孔时戴好防护眼镜,在台钻上用Φ12钻头钻孔及U型槽处排孔
C.在台虎钳上夹持钢板,正常锯割时推锯加压回拉不加压
D.在台虎钳上夹持钢板,U型槽处用圆锉和方锉进行锉削
8.(2022.04金华十校)将图甲的角钢弯折前,需要锯割如图乙所示的直角缺口。下列角钢的夹持、划线位置及手锯的起锯方式最合理的是( )
9.(2022.04嘉兴二模)用45mmX45mmX8mm的钢板制作该零件,下列说法正确的是( )
A.用Φ10圆孔划线时,应先划出圆弧线,在划圆孔的对称中心线
B.把钢板夹持在台虎钳上,锯割时推锯要快,回拉要慢
C.在台钻上钻不同大小的孔,可以选择不同的主轴转速
D.锉削外圆弧面,应先用推锉法,再用直锉法
10.(2022.04稽阳联考)用厚度为2mm的钢板制作该零件,下列说法中不合理的是( )
A.在工作台上划线,样冲倾斜对准中心点,扶正冲眼
B.可以用平锉加工该零件外轮廓上R15的圆弧,锉削时左手的施压要由大变小,右手的施压要由小变大,以使锉刀平稳而不上下摆动
C.需要用到的工具:钢直尺、样冲、划规、钢锯、平锉、麻花钻等
D.用手钳夹紧钢板并调整位置,戴上防护眼镜,进行钻孔
11.(2022.04杭州二模)小明用130mmX110mmX10~的钢板在通用技术实践室制作该零件,下列操作中不恰当的是( )
A.用划针、划规、钢直尺、样冲等工具完成划线
B.将工件夹持在台虎钳的左侧进行锯割,去除多余材料
C.加工流程可以为:划线一钻孔一锯割一锉削
D.在台虎钳上夹持钢板,用平锉完成全部外轮廓的加工
12.(2022.03超级全能生)在通用技术实践室中用厚度为8mm大小合适的钢板加工该零件,下列说法中正确的是( )
A.钻孔时用手钳夹持
B.锉削时为了防止锉刀生锈,可以涂上润滑油
C.钻孔时,钻头可以添加冷却液
D.锯割时不能戴手套操作
13.(2022.02名校协作体)用厚度为5mm的钢板制作该零件,下列说法中不合理的是( )
A.划线需要用到的工具:钢直尺、划针、划规、样冲等
B.可以采用先钻孔再锉削的方式加工Φ28的圆弧
C.锯割80°斜面时,钢板夹持在台虎钳左侧,并使该斜面水平
D.锉削35°斜面时需将工件固定在台虎钳中间并使锉削面水平
14.(2022.02百校联考)加工该工件时,下列加工工艺及其工具选择中需要且合理的是( )
A.划线:划规和平口钳
B.钻孔:台虎钳和麻花钻
C.锉削:锉刀和钢丝刷
D.攻丝:丝锥和台虎钳
15(2022.01柯桥高二期末)以下操作示意图与操作名称的对应关系中,正确的是( )
参考答案
1-5:BDDAC
6-10:DBCCB
11-15:DCCCC
第1页/共10页
一、考点要求
考试内容 考试要求
金工工艺 金工工具与操作 b
二、考点梳理
划线→划针;钢直尺、角尺;划规;样冲、金工锤锯q锯割→钢锯;台虎钳
锉削→金工锉刀、台虎钳
钻孔→台钻;平口钳(块状工件)、手钳(薄或者小工件);需先冲眼(样冲、金工锤)
攻丝→丝锥;丝锥扳手
套丝→圆板牙;板牙扳手
另:表面处理(钢丝刷、金工锉刀、金刚砂纸)
3.金工操作(以金工加工工具操作要领为核心)
①划线
A划线的一般步骤:划基准线→划加工尺寸线→划轮廓线→冲眼
B划线工具:划针;钢直尺、角尺;划规;样冲、金工锤
C操作要领:
a划针操作要领:保持划针的头锐利;划线时划针要紧贴导向工具;划线要尽量一次完成;上部向外侧倾斜15~20度,向划线方向倾斜45~75度角;妥善放置划针,保护针尖,以防伤人。
b钢直尺操作要领:划线时要紧压直尺,防止发生移动。
c角尺的使用操作要领:使用时角尺要紧贴工件的一个基准面。
d划规的使用操作要领:划规的脚尖保持尖锐;划线时中心施加较大压力,保持中心不发生滑移。
e样冲的使用操作要领:应斜看靠近冲眼部位;冲眼时冲尖对准划线的交点或划线;敲击前要扶直样冲。(先斜看对准扶正再敲)样冲用途:用于钻孔中心处冲出冲眼,防止钻孔中心滑移
②锯割
A钢锯的正确握法与锯条的安装方向
注:钢锯的锯齿应向前、锯条要松紧适宜。一般材料越硬,选择的锯条锯齿越细越好
B台虎钳的装夹:工件夹装在台虎钳左侧,夹装松紧得当,锯割线距台虎钳左边约2~3cm。锯割线应为铅垂线。
C锯割操作要领
正常锯割操作要领: a.站位和握锯姿势要正确; b.推锯加压,回拉不加压; c.锯程要长; d.推拉要有节奏。 e.不能用手抹和嘴吹铁屑,用钢丝刷刷去 f.不能加润滑油 起锯操作要领: a.从工件远离自己一端起锯(远起锯); b.起锯时左手大拇指贴住锯条(防止滑移),起锯角要小,起锯角约为15°(防止锯条崩裂) c.起银时行程要短,压力要小,锯入2~3mm后逐渐正常割锯。
③锉削
A锉削工具:金工锉刀、台虎钳、角尺(检查锉削面垂直度)
B操作要领
a.锉削时要注意身体和手臂动作的协调; b.在推锉过程中,左手的施压要由大变小,右手的施压要由小变大,使锉刀平稳而不上下摆动 c.不能添加润滑油
注:不能用锉刀敲击工件和其它,锉刀不叠放。不能用嘴吹或手抹铁屑。用钢丝刷刷去C锉削的两种方法
直锉法 推锉法 检测表面垂直度
D锉削面是水平面,一般离钳口约2~3cm
E锉刀种类:(以截面分类)
圆锉:用来锉削凹弧面;
平锉:用来锉削平面或凸弧面;
半圆锉:两者都可以;
三角等
④钻孔
A钻孔工具台钻、手摇钻等;平口钳、手钳;
钻头:麻花钻(圆柱+圆锥)
B钻孔步骤划定位线(冲眼)→装夹工件→装夹钻头→钻孔
C操作要领
做到“二要二不”:操作要集中注意力,钻孔要戴防护眼镜,以防钻屑飞出伤害眼睛;不准带手套操作,以防钻头卷住手套而伤害手指;不能用手直接扶持小工件、薄工件(用手钳夹),以免造成伤害事故;可加润滑油。
⑤螺纹加工制作内螺纹为攻丝(类似于螺母),制作外螺纹为套丝(类似于螺杆)
A攻丝工具(丝锥和丝锥扳手) 攻丝流程:底孔倒角一选择丝锥一装夹工件-攻内螺纹 B套丝工具(板牙和板牙扳手) 倒角一选择扳牙一装夹工件一套外螺纹
注:螺纹加工时,一般顺时针旋进,并经常倒转1/4-1/2圈,避免铁肩阻塞。顺转加压,倒转不加压。
⑥表面处理:是指在工件表面施以保护性或装饰性处理的加工方法,不同材料有不同的处理方法。
A表面处理流程:表面刷光→镀层(可以采用电镀或表面涂上一层塑料)或者喷涂油漆(可以防止锈蚀和增加美观。)
注:去除铁锈属于表面刷光,防锈一般采用电镀或者刷油漆(学生有条件做的为喷涂油
B表面刷光步骤:進盖(用钢丝刷清除毛剌和铁屑)→粗处理(用细锉锉平表面)→细处理(用精细极金刚砂纸打磨)
C淬火的作用:提高硬度;回火的目的消除内部应力,提高工件的组织,一般在表面处理之前
三、考点专练
1.下列钳工操作中不规范的是( )
2.使用金属板材加工该零件,下列工具搭配正确且需要的是( )
3.用厚度合适的铁块加工该工件,下列关于说法中错误的是( )
A. 15mm的方槽需要麻花钻和钢锯加工
B. Φ20的孔可以在台钻上一次钻出
C.可以先锯割出Φ40的大致轮廓,再锉削到位
D.台虎钳上夹持好后,先划出R20和Φ40的圆心
4.用5mm厚的钢板制作该零件,下列工具搭配合理且用得到的是( )
5.在制作该零件的过程中,列说法不合理的是( )
A.划线工具需要划针、划规、钢直尺、钢角尺、样冲等
B.在平口钳上将钢板夹紧并调整位置,戴上防护眼镜,进行钻孔
C.将钢板夹持在平口钳上,用平锉和半圆锉锉削零件的外轮廓
D.加工流程可以为:划线----冲眼-----钻孔-----锯割-----锉削
6.(2022.05山水联盟)小明用101 mm X 69mm X 1 Omm的钢板在通用技术活动室制作该零件,下列操作中正确的是( )
A.在工作台上划线,划针要垂直导向工具
B.用手钳夹持钢板,戴好防护眼镜,在台钻上钻Φ7孔
C.在台虎钳上夹持钢板,将毛坯尺寸锯割到1 00mm X 68mm X 1 0mm
D.可以用半圆锉锉R7圆角
7.(2022.05金丽衢12校)小明用80mm X 80mm X 5mm的钢板在通用技术活动室制作该零件,下列操作中不恰当的是( )
A.在工作平台上划线,划针针尖紧贴导向工具
B.钻孔时戴好防护眼镜,在台钻上用Φ12钻头钻孔及U型槽处排孔
C.在台虎钳上夹持钢板,正常锯割时推锯加压回拉不加压
D.在台虎钳上夹持钢板,U型槽处用圆锉和方锉进行锉削
8.(2022.04金华十校)将图甲的角钢弯折前,需要锯割如图乙所示的直角缺口。下列角钢的夹持、划线位置及手锯的起锯方式最合理的是( )
9.(2022.04嘉兴二模)用45mmX45mmX8mm的钢板制作该零件,下列说法正确的是( )
A.用Φ10圆孔划线时,应先划出圆弧线,在划圆孔的对称中心线
B.把钢板夹持在台虎钳上,锯割时推锯要快,回拉要慢
C.在台钻上钻不同大小的孔,可以选择不同的主轴转速
D.锉削外圆弧面,应先用推锉法,再用直锉法
10.(2022.04稽阳联考)用厚度为2mm的钢板制作该零件,下列说法中不合理的是( )
A.在工作台上划线,样冲倾斜对准中心点,扶正冲眼
B.可以用平锉加工该零件外轮廓上R15的圆弧,锉削时左手的施压要由大变小,右手的施压要由小变大,以使锉刀平稳而不上下摆动
C.需要用到的工具:钢直尺、样冲、划规、钢锯、平锉、麻花钻等
D.用手钳夹紧钢板并调整位置,戴上防护眼镜,进行钻孔
11.(2022.04杭州二模)小明用130mmX110mmX10~的钢板在通用技术实践室制作该零件,下列操作中不恰当的是( )
A.用划针、划规、钢直尺、样冲等工具完成划线
B.将工件夹持在台虎钳的左侧进行锯割,去除多余材料
C.加工流程可以为:划线一钻孔一锯割一锉削
D.在台虎钳上夹持钢板,用平锉完成全部外轮廓的加工
12.(2022.03超级全能生)在通用技术实践室中用厚度为8mm大小合适的钢板加工该零件,下列说法中正确的是( )
A.钻孔时用手钳夹持
B.锉削时为了防止锉刀生锈,可以涂上润滑油
C.钻孔时,钻头可以添加冷却液
D.锯割时不能戴手套操作
13.(2022.02名校协作体)用厚度为5mm的钢板制作该零件,下列说法中不合理的是( )
A.划线需要用到的工具:钢直尺、划针、划规、样冲等
B.可以采用先钻孔再锉削的方式加工Φ28的圆弧
C.锯割80°斜面时,钢板夹持在台虎钳左侧,并使该斜面水平
D.锉削35°斜面时需将工件固定在台虎钳中间并使锉削面水平
14.(2022.02百校联考)加工该工件时,下列加工工艺及其工具选择中需要且合理的是( )
A.划线:划规和平口钳
B.钻孔:台虎钳和麻花钻
C.锉削:锉刀和钢丝刷
D.攻丝:丝锥和台虎钳
15(2022.01柯桥高二期末)以下操作示意图与操作名称的对应关系中,正确的是( )
参考答案
1-5:BDDAC
6-10:DBCCB
11-15:DCCCC
第1页/共10页
同课章节目录