2.4化学反应的调控 课件(共25张ppt)化学人教版(2019)选择性必修1
文档属性
| 名称 | 2.4化学反应的调控 课件(共25张ppt)化学人教版(2019)选择性必修1 |

|
|
| 格式 | pptx | ||
| 文件大小 | 22.2MB | ||
| 资源类型 | 教案 | ||
| 版本资源 | 人教版(2019) | ||
| 科目 | 化学 | ||
| 更新时间 | 2023-08-09 00:00:00 | ||
图片预览



文档简介
(共25张PPT)
第四节
化学反应的调控
工业生成需要考虑的问题
速率
产率
经济
成本
设备
条件
安全条件
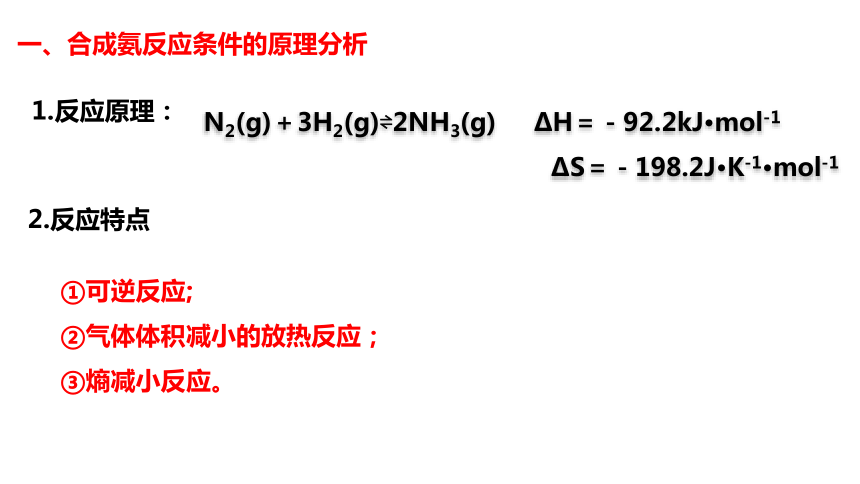
一、合成氨反应条件的原理分析
1.反应原理:
2.反应特点
①可逆反应;
②气体体积减小的放热反应;
③熵减小反应。
N2(g)+3H2(g) 2NH3(g) H=-92.2kJ mol-1
S=-198.2J K-1 mol-1
3、反应条件的选择
对合成氨反应的影响 影响因素 浓度 温度 压强 催化剂
增大合成氨的反应速率
提高平衡混合物中氨的含量
增大反应物浓度
增大反应物浓度
升高温度
降低温度
增大压强
增大压强
使用催化剂
无影响
增大合成氨的反应速率、提高平衡混合物中氨的含量
温度/℃ 氨的含量/% 0.1MPa 10 MPa 20 MPa 30 MPa 60 MPa 100 MPa
200 15.3 81.5 86.4 89.9 95.4 98.8
300 2.20 52.0 64.2 71.0 84.2 92.6
400 0.40 25.1 38.2 47.0 65.2 79.8
500 0.10 10.6 19.1 26.4 42.2 57.5
600 0.05 4.50 9.10 13.8 23.1 31.4
温度升高,氨的含量降低,产率减小,但反应速率快。
压强增大,氨的含量提高,产率增加,反应速率也快。
实验数据
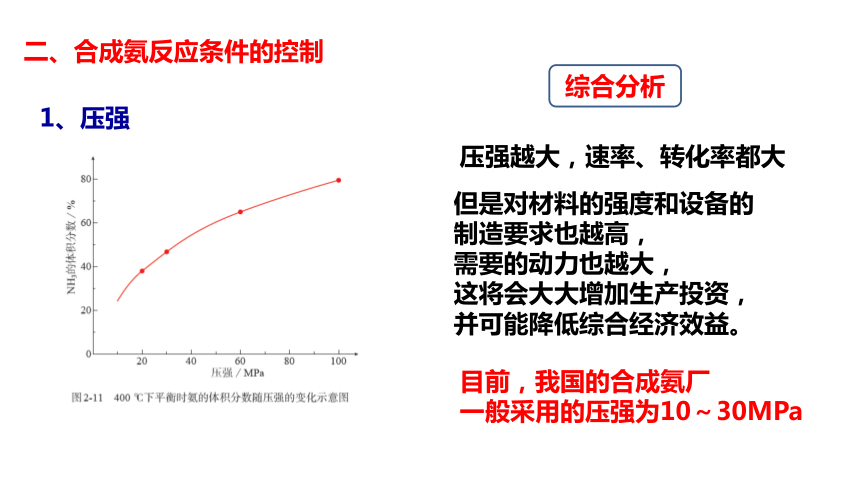
二、合成氨反应条件的控制
1、压强
但是对材料的强度和设备的
制造要求也越高,
需要的动力也越大,
这将会大大增加生产投资,
并可能降低综合经济效益。
目前,我国的合成氨厂
一般采用的压强为10~30MPa
压强越大,速率、转化率都大
综合分析
N2(g)+3H2(g)=2NH3(g) H<0
2、温度
低温能提高平衡转化率,但速率慢,到达平衡时间长,经济效益差。
高温温能提高速率,但转化率小,且催化剂在500 ℃时活性最大。
目前,一般采用的温度为400 ~ 500 ℃
综合分析
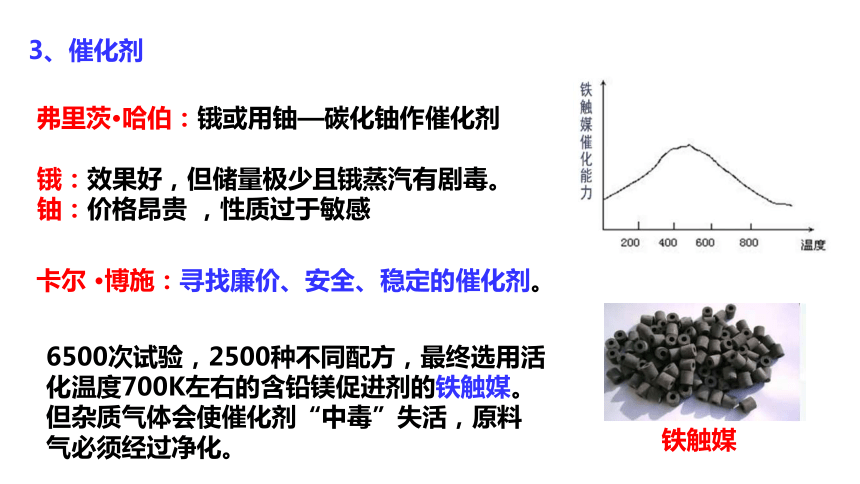
3、催化剂
弗里茨·哈伯:锇或用铀—碳化铀作催化剂
锇:效果好,但储量极少且锇蒸汽有剧毒。
铀:价格昂贵 ,性质过于敏感
卡尔 ·博施:寻找廉价、安全、稳定的催化剂。
6500次试验,2500种不同配方,最终选用活化温度700K左右的含铅镁促进剂的铁触媒。但杂质气体会使催化剂“中毒”失活,原料气必须经过净化。
铁触媒
4、反应物投料比
(1)根据实验数据分析,在氮气和氢气的物质的量比为1:3时,平衡NH3的平衡体积分数最大。
(2)实际生产中,N2和H2的物质的量比为1:2.8,以提高H2的转化率。
(3)实际生产中,常使廉价易得的原料适当过量,提高另一原料的转化率,以提高经济效率。
小结——合成氨工业流程及条件控制:
使用催化剂
温度:400~500 ℃
压强: 10 MPa~30 MPa
将氨及时分离出来,原料气循环使用
哈伯
(1918年)
合成氨的基础开发工作
合成氨与三次诺贝尔化学奖
博施
(1931年)
实现了合成氨的工业化
埃特尔
(2007年)
揭开了合成氨的微观催化机理
“合成氨”里的中国人:2016年中科院大连化学物理研究所研究团队研制合成了一种新型催化剂,将合成氨的温度、压强分别降到了350 ℃、1 MPa 。更加节能、降低成本。
中科院:热力学平衡浓度限制下热催化合成氨面临的两难问题(A)
及双温区催化合成氨突破平衡浓度限制的理论构想(B,C)
A. ①为N N的断裂过程 B. ①②③在高温区发生,④⑤在低温区发生 C. ④为N原子由Fe区域向Ti-H区域的传递过程 D. 使用Ti-H-Fe双温区催化剂使合成氨反应转变为吸热反应
1、热催化合成氨面临的两难问题是:采用高温增大反应速率的同时会因平衡限制导致NH3产率降低。我国科研人员研制了Ti-H-Fe双温区催化剂(Ti-H区域和Fe区域的温度差可超过100℃)。Ti-H-Fe双温区催化合成氨的反应历程如图所示,其中吸附在催化剂表面上的物种用*标注。下列说法正确的是
(2)原理分析。根据反应特点,利用影响反应速率的因素和勒夏特列原理分析增大反应速率、提高原料转化率、控制副反应的反应条件。
(1)分析反应特点。主要分析反应的方向性、可逆性、反应热和熵变等。
(4)根据工业生产的实际情况、经济效益及环保要求等最终确定适宜的条件。
(3)根据实验数据进一步分析反应条件,确定适宜条件的范围及催化剂的筛选。
三、选择合适的反应条件思维流程
(1)从理论上分析,为了使SO2尽可能多转化为SO3,应选择的条件是_____。
(2)在实际生产中,选定的温度为400~500℃,原因是_________。
(3)在实际生产中,采用的压强为常压,原因是__________。
(4)在实际生产中,通入过量空气,原因是__________。
(5)尾气中的SO2必须回收,原因是__________。
1、在硫酸工业中,通过下列反应使SO2氧化成SO3:2SO2(g)+O2(g) 2SO3(g)
△H=-196.6kJ/mol。下表列出了在不同温度和压强下,平衡时SO2的转化率。
温度/℃ 平衡时SO2的转化率/% 0.1MPa 0.5MPa 1MPa 5MPa 10MPa
450 97.5 98.9 99.2 99.6 99.7
550 85.6 92.9 94.9 97.7 98.3
(3)因为在常压下,400~500℃时,SO2的转化率已经很高了,若再加压对设备及动力系统要求高,加大了成本和能量消耗,不适宜
(4)增大氧气的浓度,使平衡向生成SO3的方向移动,提高SO2的转化率
(5)减少对环境的污染。
(1)低温、高压
(2)该温度是催化剂的活性温度,选择此温度可提高反应速率,缩短反应达到平衡所需要的时间
2、近年来,将氯化氢转化为氯气的技术成为科学研究的热点。Deacon发明的直接氧化法为:4HCl(g)+O2(g)==2Cl2(g)+2H2O(g)。如图为刚性容器中,进料浓度比c(HCl)∶c(O2)分别等于1∶1、4∶1、7∶1时HCl平衡转化率随温度变化的关系:
(1)可知反应平衡常数K(300 ℃)________K(400 ℃)
(填“大于”或“小于”)。(2)按化学计量比进料可以保持反应物高转化率,同时降低产物分离的能耗。进料浓度比c(HCl)∶c(O2)过低、过高的不利影响分别是____________、_________________。(3)在一定温度的条件下,进一步提高HCl的转化率的方法是___________________(写出2种)。
答案:(1)大于 (2)O2和Cl2分离能耗较高 HCl转化率较低
(3)增加反应体系压强、及时除去产物
3、以丙烯、氨、氧气为原料,在催化剂存在下生成丙烯腈(C3H3N)和副产物丙烯醛(C3H4O)(均为放热反应)。图(a)为丙烯腈产率与反应温度的关系曲线,最高产率对应温度为460℃。低于460℃时,丙烯腈的产率_____(填“是”或者“不是”)对应温度下的平衡产率,判断理由是______;高于460℃时,丙烯腈产率降低的可能原因是____
(双选)。
A.催化剂活性降低 B.平衡常数变大
C.副反应增多 D.反应活化能增大
不是;该反应为放热反应,平衡产率应随温度升高而降低 ;AC
4、正丁烷(C4H10)脱氢制1-丁烯(C4H8)的热化学方程式如下:
C4H10(g)= C4H8(g)+H2(g) ΔH1=+123kJ/mol
(1)丁烷和氢气的混合气体以一定流速通过填充有催化剂的反应器(氢气的作用是活化催化剂),出口气中含有丁烯、丁烷、氢气等。图(b)为丁烯产率与进料气中n(氢气)/n(丁烷)的关系。图中曲线呈现先升高后降低的变化趋势,其原因是__________。
氢气越多,催化剂活化效果越好,正反应速率越快;达到平衡后、氢气增多,平衡逆向移动或逆反应快速增大。
(2)图(c)为反应产率和反应温度的关系曲线,副产物主要是高温裂解生成的短碳链烃类化合物。丁烯产率在590 ℃之前随温度升高而增大的原因可能是________、_________;590℃之后,丁烯产率快速降低的主要原因可能是___________。
升高温度有利于反应向吸热方向进行;
温度升高反应速率加快;
丁烯高温裂解生成短链烃类
(发生副反应)
(惯性思维、理性思维)
常见的副反应:分解、水解、氧化等
5、TiO2·xH2O沉淀与双氧水、氨水反应40 min 所得实验结果如下表:
温度/℃ 30 35 40 45 50
TiO2·xH2O转化率% 92 95 97 93 88
分析40℃时TiO2·xH2O转化率最高的原因_________。
低于40℃,TiO2·xH2O转化反应速率随温度升高而增加;
超过40℃,双氧水分解与氨气逸出导致TiO2·xH2O转化反应速率下降
超过35℃,NH4HCO3受热分解
第四节
化学反应的调控
工业生成需要考虑的问题
速率
产率
经济
成本
设备
条件
安全条件
一、合成氨反应条件的原理分析
1.反应原理:
2.反应特点
①可逆反应;
②气体体积减小的放热反应;
③熵减小反应。
N2(g)+3H2(g) 2NH3(g) H=-92.2kJ mol-1
S=-198.2J K-1 mol-1
3、反应条件的选择
对合成氨反应的影响 影响因素 浓度 温度 压强 催化剂
增大合成氨的反应速率
提高平衡混合物中氨的含量
增大反应物浓度
增大反应物浓度
升高温度
降低温度
增大压强
增大压强
使用催化剂
无影响
增大合成氨的反应速率、提高平衡混合物中氨的含量
温度/℃ 氨的含量/% 0.1MPa 10 MPa 20 MPa 30 MPa 60 MPa 100 MPa
200 15.3 81.5 86.4 89.9 95.4 98.8
300 2.20 52.0 64.2 71.0 84.2 92.6
400 0.40 25.1 38.2 47.0 65.2 79.8
500 0.10 10.6 19.1 26.4 42.2 57.5
600 0.05 4.50 9.10 13.8 23.1 31.4
温度升高,氨的含量降低,产率减小,但反应速率快。
压强增大,氨的含量提高,产率增加,反应速率也快。
实验数据
二、合成氨反应条件的控制
1、压强
但是对材料的强度和设备的
制造要求也越高,
需要的动力也越大,
这将会大大增加生产投资,
并可能降低综合经济效益。
目前,我国的合成氨厂
一般采用的压强为10~30MPa
压强越大,速率、转化率都大
综合分析
N2(g)+3H2(g)=2NH3(g) H<0
2、温度
低温能提高平衡转化率,但速率慢,到达平衡时间长,经济效益差。
高温温能提高速率,但转化率小,且催化剂在500 ℃时活性最大。
目前,一般采用的温度为400 ~ 500 ℃
综合分析
3、催化剂
弗里茨·哈伯:锇或用铀—碳化铀作催化剂
锇:效果好,但储量极少且锇蒸汽有剧毒。
铀:价格昂贵 ,性质过于敏感
卡尔 ·博施:寻找廉价、安全、稳定的催化剂。
6500次试验,2500种不同配方,最终选用活化温度700K左右的含铅镁促进剂的铁触媒。但杂质气体会使催化剂“中毒”失活,原料气必须经过净化。
铁触媒
4、反应物投料比
(1)根据实验数据分析,在氮气和氢气的物质的量比为1:3时,平衡NH3的平衡体积分数最大。
(2)实际生产中,N2和H2的物质的量比为1:2.8,以提高H2的转化率。
(3)实际生产中,常使廉价易得的原料适当过量,提高另一原料的转化率,以提高经济效率。
小结——合成氨工业流程及条件控制:
使用催化剂
温度:400~500 ℃
压强: 10 MPa~30 MPa
将氨及时分离出来,原料气循环使用
哈伯
(1918年)
合成氨的基础开发工作
合成氨与三次诺贝尔化学奖
博施
(1931年)
实现了合成氨的工业化
埃特尔
(2007年)
揭开了合成氨的微观催化机理
“合成氨”里的中国人:2016年中科院大连化学物理研究所研究团队研制合成了一种新型催化剂,将合成氨的温度、压强分别降到了350 ℃、1 MPa 。更加节能、降低成本。
中科院:热力学平衡浓度限制下热催化合成氨面临的两难问题(A)
及双温区催化合成氨突破平衡浓度限制的理论构想(B,C)
A. ①为N N的断裂过程 B. ①②③在高温区发生,④⑤在低温区发生 C. ④为N原子由Fe区域向Ti-H区域的传递过程 D. 使用Ti-H-Fe双温区催化剂使合成氨反应转变为吸热反应
1、热催化合成氨面临的两难问题是:采用高温增大反应速率的同时会因平衡限制导致NH3产率降低。我国科研人员研制了Ti-H-Fe双温区催化剂(Ti-H区域和Fe区域的温度差可超过100℃)。Ti-H-Fe双温区催化合成氨的反应历程如图所示,其中吸附在催化剂表面上的物种用*标注。下列说法正确的是
(2)原理分析。根据反应特点,利用影响反应速率的因素和勒夏特列原理分析增大反应速率、提高原料转化率、控制副反应的反应条件。
(1)分析反应特点。主要分析反应的方向性、可逆性、反应热和熵变等。
(4)根据工业生产的实际情况、经济效益及环保要求等最终确定适宜的条件。
(3)根据实验数据进一步分析反应条件,确定适宜条件的范围及催化剂的筛选。
三、选择合适的反应条件思维流程
(1)从理论上分析,为了使SO2尽可能多转化为SO3,应选择的条件是_____。
(2)在实际生产中,选定的温度为400~500℃,原因是_________。
(3)在实际生产中,采用的压强为常压,原因是__________。
(4)在实际生产中,通入过量空气,原因是__________。
(5)尾气中的SO2必须回收,原因是__________。
1、在硫酸工业中,通过下列反应使SO2氧化成SO3:2SO2(g)+O2(g) 2SO3(g)
△H=-196.6kJ/mol。下表列出了在不同温度和压强下,平衡时SO2的转化率。
温度/℃ 平衡时SO2的转化率/% 0.1MPa 0.5MPa 1MPa 5MPa 10MPa
450 97.5 98.9 99.2 99.6 99.7
550 85.6 92.9 94.9 97.7 98.3
(3)因为在常压下,400~500℃时,SO2的转化率已经很高了,若再加压对设备及动力系统要求高,加大了成本和能量消耗,不适宜
(4)增大氧气的浓度,使平衡向生成SO3的方向移动,提高SO2的转化率
(5)减少对环境的污染。
(1)低温、高压
(2)该温度是催化剂的活性温度,选择此温度可提高反应速率,缩短反应达到平衡所需要的时间
2、近年来,将氯化氢转化为氯气的技术成为科学研究的热点。Deacon发明的直接氧化法为:4HCl(g)+O2(g)==2Cl2(g)+2H2O(g)。如图为刚性容器中,进料浓度比c(HCl)∶c(O2)分别等于1∶1、4∶1、7∶1时HCl平衡转化率随温度变化的关系:
(1)可知反应平衡常数K(300 ℃)________K(400 ℃)
(填“大于”或“小于”)。(2)按化学计量比进料可以保持反应物高转化率,同时降低产物分离的能耗。进料浓度比c(HCl)∶c(O2)过低、过高的不利影响分别是____________、_________________。(3)在一定温度的条件下,进一步提高HCl的转化率的方法是___________________(写出2种)。
答案:(1)大于 (2)O2和Cl2分离能耗较高 HCl转化率较低
(3)增加反应体系压强、及时除去产物
3、以丙烯、氨、氧气为原料,在催化剂存在下生成丙烯腈(C3H3N)和副产物丙烯醛(C3H4O)(均为放热反应)。图(a)为丙烯腈产率与反应温度的关系曲线,最高产率对应温度为460℃。低于460℃时,丙烯腈的产率_____(填“是”或者“不是”)对应温度下的平衡产率,判断理由是______;高于460℃时,丙烯腈产率降低的可能原因是____
(双选)。
A.催化剂活性降低 B.平衡常数变大
C.副反应增多 D.反应活化能增大
不是;该反应为放热反应,平衡产率应随温度升高而降低 ;AC
4、正丁烷(C4H10)脱氢制1-丁烯(C4H8)的热化学方程式如下:
C4H10(g)= C4H8(g)+H2(g) ΔH1=+123kJ/mol
(1)丁烷和氢气的混合气体以一定流速通过填充有催化剂的反应器(氢气的作用是活化催化剂),出口气中含有丁烯、丁烷、氢气等。图(b)为丁烯产率与进料气中n(氢气)/n(丁烷)的关系。图中曲线呈现先升高后降低的变化趋势,其原因是__________。
氢气越多,催化剂活化效果越好,正反应速率越快;达到平衡后、氢气增多,平衡逆向移动或逆反应快速增大。
(2)图(c)为反应产率和反应温度的关系曲线,副产物主要是高温裂解生成的短碳链烃类化合物。丁烯产率在590 ℃之前随温度升高而增大的原因可能是________、_________;590℃之后,丁烯产率快速降低的主要原因可能是___________。
升高温度有利于反应向吸热方向进行;
温度升高反应速率加快;
丁烯高温裂解生成短链烃类
(发生副反应)
(惯性思维、理性思维)
常见的副反应:分解、水解、氧化等
5、TiO2·xH2O沉淀与双氧水、氨水反应40 min 所得实验结果如下表:
温度/℃ 30 35 40 45 50
TiO2·xH2O转化率% 92 95 97 93 88
分析40℃时TiO2·xH2O转化率最高的原因_________。
低于40℃,TiO2·xH2O转化反应速率随温度升高而增加;
超过40℃,双氧水分解与氨气逸出导致TiO2·xH2O转化反应速率下降
超过35℃,NH4HCO3受热分解