第七章 模型或原型的制作--工艺
图片预览


文档简介
(共23张PPT)
二、工 艺
教学目标
1、知道工艺的含义和常用工艺的种类。
2、了解金工常用的工具和设备,学会金属材料的锯削、锉削和钻削等加工方法。
3、能根据设计方案和已有条件选择加工工艺,并能正确、安全地操作。
1、认识工艺
(1)、工艺
是指利用工具和设备对原材料、半成品进行技术处理,使之成为产品的方法。
(2)工艺的种类:
常见的工艺有加工工艺、装配工艺、检测工艺、 铸造工艺、表面处理工艺等。
(3)工艺的作用:
保证产品质量,提高生产效率;影响产品的功能、强度、外观等。
案例分析 :桶的制作质量与工艺
2、金属材料的加工工艺
划线、锯割、切削等
划线
在待加工的材料上用相应的工具划出加工部件的轮廓线或基准点和基准线。
步骤:
划出基准、划尺寸线、划轮廓线、冲眼。
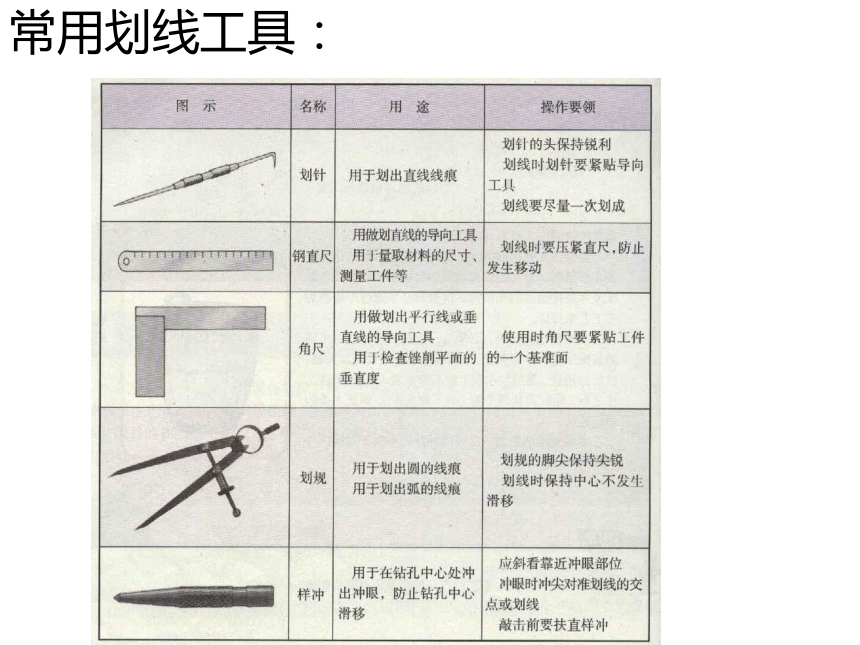
常用划线工具:
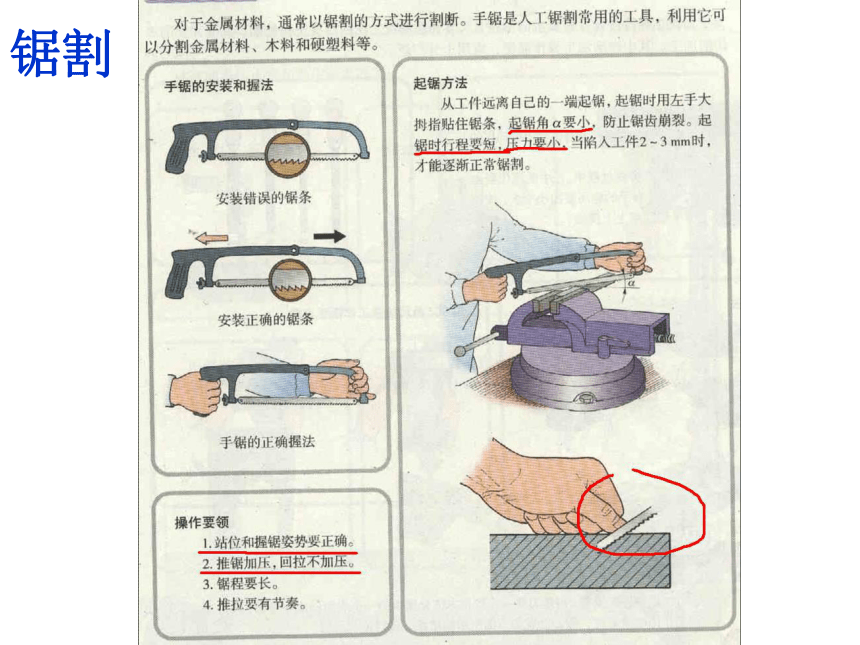
锯割
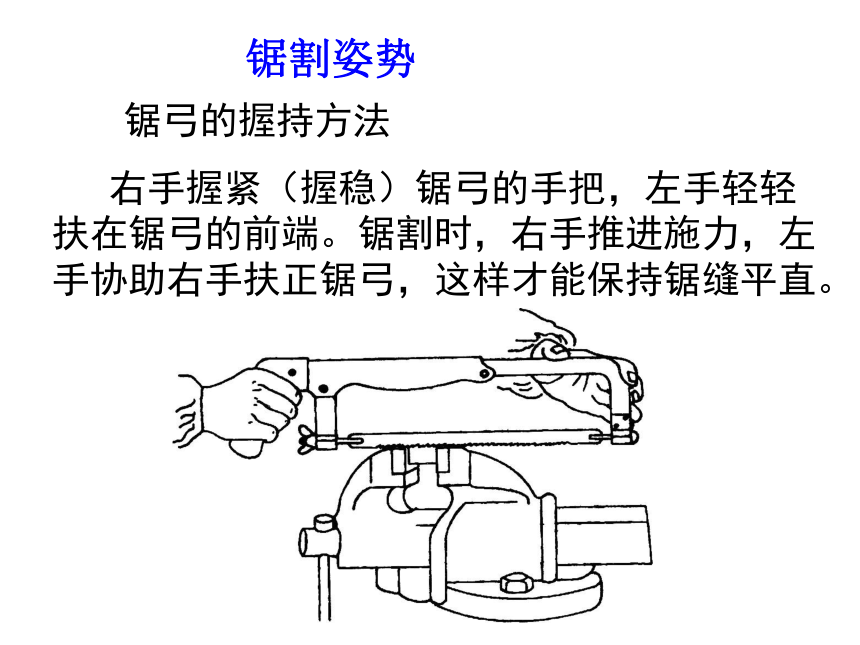
锯割姿势
锯弓的握持方法
右手握紧(握稳)锯弓的手把,左手轻轻扶在锯弓的前端。锯割时,右手推进施力,左手协助右手扶正锯弓,这样才能保持锯缝平直。
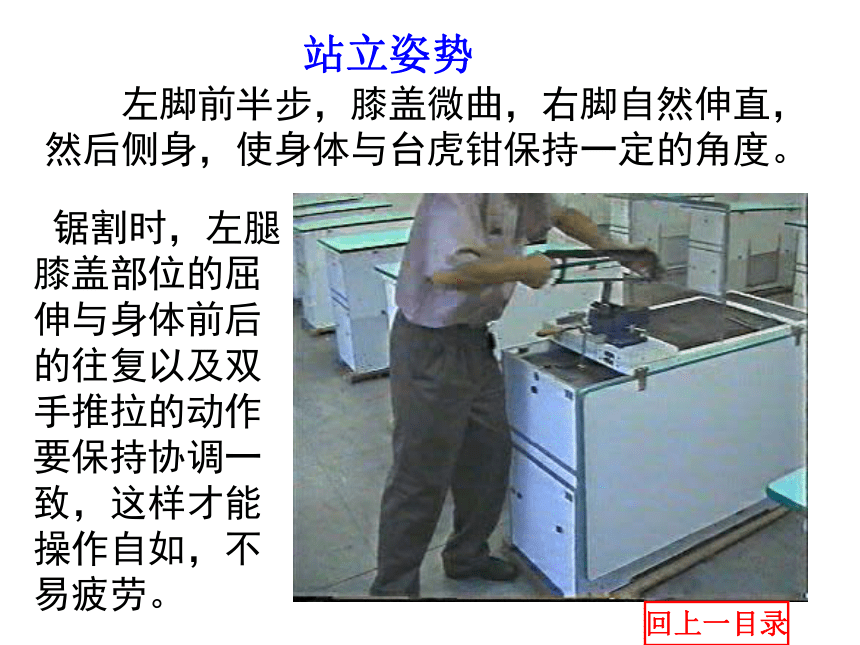
左脚前半步,膝盖微曲,右脚自然伸直,然后侧身,使身体与台虎钳保持一定的角度。
锯割时,左腿膝盖部位的屈伸与身体前后的往复以及双手推拉的动作要保持协调一致,这样才能操作自如,不易疲劳。
回上一目录
站立姿势
确定锯割线 锯割时,锯割线的确定要考虑“锯路”的宽度和下一道工序锉削时的“锉削量”,所以锯割时一般在工件轮廓线外侧0.5—1mm处为宜。
工件的夹持方法 锯割时应把划完线的小铁锤夹持在台虎钳上。夹持时,应根据其形状和锯割线位置的不同而选择合适的夹持位置。通常情况下,我们使锯割线垂直于地面,这样锯割时就安全、方便,用力也自然。
锯割方法
起锯是指刚开始锯割的阶段,有近起锯和远起锯之分。一般采用远起锯方法。
起锯时,用左手拇指挡住锯条,使锯条在锯割线上“定位”,右手持锯锯割。起锯角度通常在15度左右,同时行程要短,压力要小,速度略快,直到锯缝深1~2mm。
起锯方法
1)力度。锯割时的力度要掌握得当。向前推进是锯割阶段,应适当施加向下的压力;朝后退回时不锯割,应放松并微抬锯弓,以利于排屑并减少锯齿的磨损。
回上一目录
常用的锯割方法
2)频率。锯割时的频率通常以每分钟20~40次为宜,向前推进比朝后退回的速度略快。
3)行程。锯割过程中锯条运行的长度称为行程。锯割时行程应尽可能长,通常以不小于锯条长度的三分之二为宜。
注意事项:在操作过程中,锯条往往容易过早损坏,比如锯齿崩断、锯条折断及锯齿过早磨损。主要是因为锯割方法不对而造成的。
回上一目录
示范操作
注意事项
锉刀的种类
1、钳工锉
按断面形状分类:
刀口锉
菱形锉
扁三角锉
椭圆锉
圆柱锉
平锉
方锉
三角锉
半圆锉
圆锉
2、特种锉(加工零件的特殊表面)
3、整形锉(修整零件上的细小部分)
锉削
锉削操作要领(视频)
锉削时要注意身体和手臂手臂动作的协调
在推锉的过程中,左手施压要由大变小,右手的施压要由小变大,使锉刀平稳而不上下摆动。
钻孔 (视频)
连接
通过固定连接和半固定连接的方法可以实现金属件之间的连接。
常用的连接方法有:
铆接、黏结、焊接、螺栓和螺母、平头螺丝、元宝螺帽、垫圈、弹簧垫圈
表面处理
目的:
防止金属制品表面生锈腐蚀,提高产品的美观程度。
常见的方法:
表面刷光
喷涂油漆
镀层
阅读:打孔攻丝(视频)
二、工 艺
教学目标
1、知道工艺的含义和常用工艺的种类。
2、了解金工常用的工具和设备,学会金属材料的锯削、锉削和钻削等加工方法。
3、能根据设计方案和已有条件选择加工工艺,并能正确、安全地操作。
1、认识工艺
(1)、工艺
是指利用工具和设备对原材料、半成品进行技术处理,使之成为产品的方法。
(2)工艺的种类:
常见的工艺有加工工艺、装配工艺、检测工艺、 铸造工艺、表面处理工艺等。
(3)工艺的作用:
保证产品质量,提高生产效率;影响产品的功能、强度、外观等。
案例分析 :桶的制作质量与工艺
2、金属材料的加工工艺
划线、锯割、切削等
划线
在待加工的材料上用相应的工具划出加工部件的轮廓线或基准点和基准线。
步骤:
划出基准、划尺寸线、划轮廓线、冲眼。
常用划线工具:
锯割
锯割姿势
锯弓的握持方法
右手握紧(握稳)锯弓的手把,左手轻轻扶在锯弓的前端。锯割时,右手推进施力,左手协助右手扶正锯弓,这样才能保持锯缝平直。
左脚前半步,膝盖微曲,右脚自然伸直,然后侧身,使身体与台虎钳保持一定的角度。
锯割时,左腿膝盖部位的屈伸与身体前后的往复以及双手推拉的动作要保持协调一致,这样才能操作自如,不易疲劳。
回上一目录
站立姿势
确定锯割线 锯割时,锯割线的确定要考虑“锯路”的宽度和下一道工序锉削时的“锉削量”,所以锯割时一般在工件轮廓线外侧0.5—1mm处为宜。
工件的夹持方法 锯割时应把划完线的小铁锤夹持在台虎钳上。夹持时,应根据其形状和锯割线位置的不同而选择合适的夹持位置。通常情况下,我们使锯割线垂直于地面,这样锯割时就安全、方便,用力也自然。
锯割方法
起锯是指刚开始锯割的阶段,有近起锯和远起锯之分。一般采用远起锯方法。
起锯时,用左手拇指挡住锯条,使锯条在锯割线上“定位”,右手持锯锯割。起锯角度通常在15度左右,同时行程要短,压力要小,速度略快,直到锯缝深1~2mm。
起锯方法
1)力度。锯割时的力度要掌握得当。向前推进是锯割阶段,应适当施加向下的压力;朝后退回时不锯割,应放松并微抬锯弓,以利于排屑并减少锯齿的磨损。
回上一目录
常用的锯割方法
2)频率。锯割时的频率通常以每分钟20~40次为宜,向前推进比朝后退回的速度略快。
3)行程。锯割过程中锯条运行的长度称为行程。锯割时行程应尽可能长,通常以不小于锯条长度的三分之二为宜。
注意事项:在操作过程中,锯条往往容易过早损坏,比如锯齿崩断、锯条折断及锯齿过早磨损。主要是因为锯割方法不对而造成的。
回上一目录
示范操作
注意事项
锉刀的种类
1、钳工锉
按断面形状分类:
刀口锉
菱形锉
扁三角锉
椭圆锉
圆柱锉
平锉
方锉
三角锉
半圆锉
圆锉
2、特种锉(加工零件的特殊表面)
3、整形锉(修整零件上的细小部分)
锉削
锉削操作要领(视频)
锉削时要注意身体和手臂手臂动作的协调
在推锉的过程中,左手施压要由大变小,右手的施压要由小变大,使锉刀平稳而不上下摆动。
钻孔 (视频)
连接
通过固定连接和半固定连接的方法可以实现金属件之间的连接。
常用的连接方法有:
铆接、黏结、焊接、螺栓和螺母、平头螺丝、元宝螺帽、垫圈、弹簧垫圈
表面处理
目的:
防止金属制品表面生锈腐蚀,提高产品的美观程度。
常见的方法:
表面刷光
喷涂油漆
镀层
阅读:打孔攻丝(视频)