苏教版高中通用技术必修一 7.2工艺 课件(共65张PPT)
文档属性
| 名称 | 苏教版高中通用技术必修一 7.2工艺 课件(共65张PPT) |
|
|
| 格式 | zip | ||
| 文件大小 | 16.9MB | ||
| 资源类型 | 教案 | ||
| 版本资源 | 苏教版 | ||
| 科目 | 通用技术 | ||
| 更新时间 | 2021-01-13 00:00:00 | ||
图片预览






文档简介
(共65张PPT)
第二节
工
艺
1.认识工艺
工艺的含义:
工艺是指利用工具和设备对原材料、半成品进行技术处理,使之成为产品的方法。
工艺体现了生产活动中的知识和经验,并随着人们认识的深入和经验的累积而不断地改进和发展。
工艺品的含义:
工艺品是对一组价值艺术品的总称。它包括的种类很多,有漆器,陶器,瓷器,民间工艺,木雕工艺品,桦树皮工艺品,麦秸工艺品,工艺美术等。
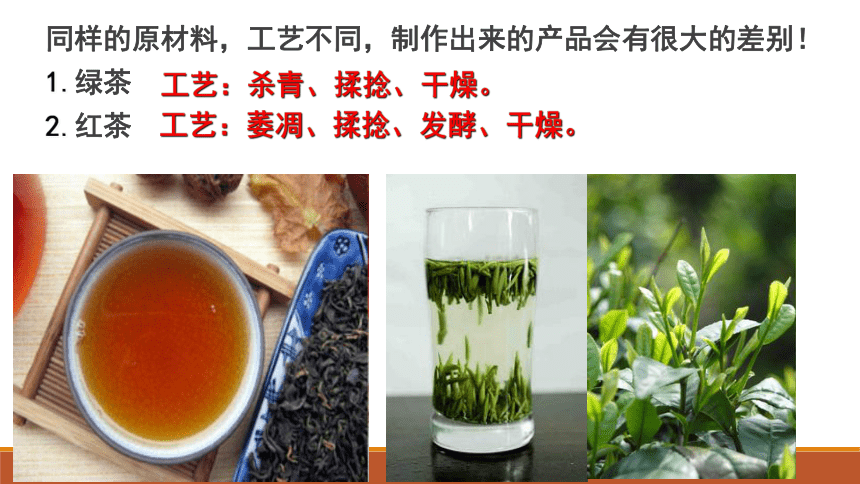
同样的原材料,工艺不同,制作出来的产品会有很大的差别!
1.绿茶
2.红茶
工艺:杀青、揉捻、干燥。
工艺:萎凋、揉捻、发酵、干燥。
同样的原材料,工艺不同,制作出来的产品会有很大的差别。即:同样的材料,不同的工艺,产品会不同。
1、你对工艺怎么理解?
2、结合经验,说出你所知道的工艺。
工艺既表示生产过程(工艺流程),也表示加工方法(钳工工艺、热处理工艺等),还表示制造质量(工艺水平);工艺也是一种生产资源(工艺员、工艺师、工艺设备等)
2.工艺的分类
按照目的和功能不同,常见的工艺可分为:加工工艺、装配工艺、检测工艺、铸造工艺、表面工艺等。
常看到的民间能工巧匠
篾匠(竹加工工艺)
水电工(装配工艺)
化验员(检测工艺)
铁匠(铸造工艺)
油漆匠(表面处理工艺)
木匠(木加工工艺)
箍桶匠(铸造工艺)
安装顺序不同,生产的效率也不同,产品的质量也不同。不同的安装顺序(不同的工艺)会有不同的生产效率及产品质量。
试验目的:了解工艺的规范性。
试验准备:双色笔一支。
试验过程:分拆双色笔及组装。
试验总结:观察双色笔各部分,并
归纳出快速组装双色笔的顺序。
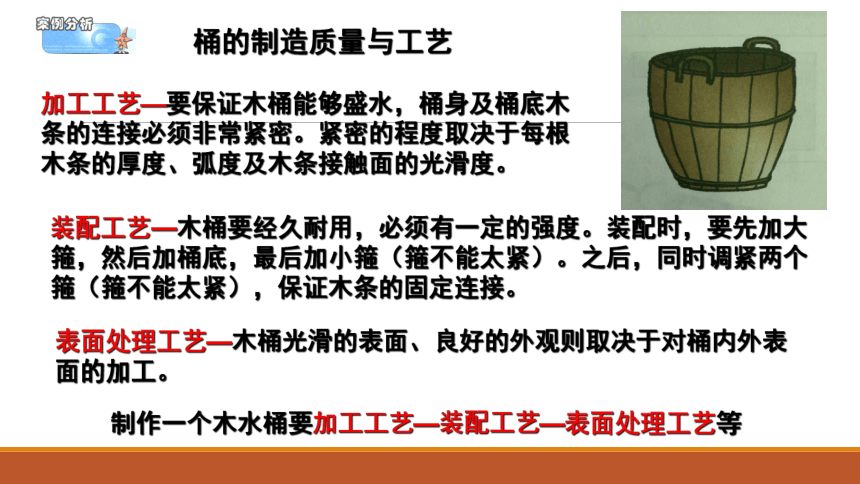
制作一个木水桶要加工工艺—装配工艺—表面处理工艺等
桶的制造质量与工艺
加工工艺—要保证木桶能够盛水,桶身及桶底木条的连接必须非常紧密。紧密的程度取决于每根木条的厚度、弧度及木条接触面的光滑度。
装配工艺—木桶要经久耐用,必须有一定的强度。装配时,要先加大箍,然后加桶底,最后加小箍(箍不能太紧)。之后,同时调紧两个箍(箍不能太紧),保证木条的固定连接。
表面处理工艺—木桶光滑的表面、良好的外观则取决于对桶内外表面的加工。
工艺对保证产品质量,提高生产效率具有非常重要的作用,它影响产品的功能,强度以及外观等方面。
你认为工艺对产品的质量还有那些影响?
思考
工艺的意义:
(1)工艺对保证产品质量,提高生产效率具有非常重要的作用。
(2)工艺影响产品的功能,强度以及外观等方面。
P142
P143案例分析
2
4
1
3
按什么样的顺序安装4个
螺帽,保证轮胎牢固
8.如图所示是轴支架的结构装配示意图。键安装在轴的键槽中,带轮键槽对准键套到轴上,垫圈安装在轴上并顶住带轮端面,防止带轮端面与轴座接触;轴衬安装在轴座上起支撑润滑作用,其相对轴可转动,
相对轴座不能运动。该部件需要以下五个装
配环节:①安装垫圈;②安装带轮;③安装轴衬;④将键装入轴的键槽中;⑤将轴套入轴衬。则该轴支架的正确装配顺序是
A.③②⑤①④
B.⑤③①④②
C.③⑤②④①
D.③⑤①④②
材料世界是一个丰富的世界,木质材料、金属材料、塑料材料、电子材料、纸质材料都是常见的材料。不同的材料有不同的加工工艺.
技术活动离不开工艺方法,一定的技术总和是与一定的工艺相适应的,只有具备一定的工艺方法,技术才能实现其有目的的活动。
材料加工的目的:就是要改变其大小、形状、外观或性质,以符合产品所需要的设计规格。
金属材料的分类:黑色金属、有色金属、特殊金属
黑色金属:黑色金属只有三种:铁、锰与铬。而它们三个都不是黑色的!纯铁是银白色的;锰是银白色的;铬是灰白色的。
有色金属:常见金属中除了黑色金属都可称为有色金属。
特殊金属:包括不同用途的结构金属材料和功能金属材料。如分别具有超导、形状记忆、耐磨等功能的合金
3.金属材料的加工工艺
一般来说,金属材料的加工包括划线、锯割、锉削、钻孔、攻内螺纹和套外螺纹等加工过程,使工件达到设计要求的几何形状、大小尺寸和光面平整度等。
划线
划线就是在待加工的材料上用相应的工具划出加工部件的轮廓线或基准点和基准线。
金属材料的加工工艺
划线的一般步骤为:(1)划出基准,(2)划尺寸线,(3)划轮廓线,(4)冲眼。
划线步骤
1
划基准线
2
划加工尺寸线
3
划轮廓线
4
冲眼
划线
在通用技术实践课上,林一准备在外形己加工的圆形钢板上钻三个孔(如图
所示)。为此,他
设计了下列划线流程用以确定圆心位置。其中合理的是
A.划出
4
线
→
划出5
线
→
划出1
线
→
划出2
线
→
划出3
线
B.划出
3
线
→
划出1
线
→
划出2
线
→
划出4
线
→
划出5
线
C.划出
5
线
→
划出4
线
→
划出3
线
→
划出1
线
→
划出2
线
D.划出
2
线
→
划出1
线
→
划出4
线
→
划出5
线
→
划出3
线
划线工具
画针:用于划出直线线痕。
操作要领:划针的头要保持锐利,划线要紧贴导向工具(钢直尺),划线尽量一次性划完。
划线工具
划针紧贴钢直尺下表面,并倾斜
划线时划针为什么要紧贴导向工具?
思考
保证划线平直、正确,防止发生移动、歪斜。
角尺
角尺:用于划出平行线或垂直线的导向工具;用于检查挫削平面的垂直度。
操作要领:使用时要紧贴工件的一个基准面。
划规:用于划出圆或者圆弧的线痕;
操作要领:划规的脚尖保持尖锐,划线时保持中心不发生滑移。
样冲:用于钻孔中心处冲出冲眼,防止钻孔中心滑移。
操作要领:应斜看靠近冲眼部位,冲眼时冲尖对准划线的交点或划线,敲击前要扶直样冲。
用3mm厚的不规则铝板制作一个2cm╳2cm的正方形,中间取一个直径为1cm的圆。
要求:
(1)用钢直尺测量每条边的长度,检查误差是否小于1mm;
(2)用角尺检查是否成直角;
(3)讨论形成误差的原因。
20
20
10
10
Φ10
锯割
1
工具
手锯(钢锯)
台虎钳
这几根锯条的锯齿疏密一样吗?那一根密?
2
锯条的选择:
硬材料
高密度
细锯齿软材料
低密度
粗锯齿
3
锯条的安装方法
锯齿朝前
合适松紧度
固定钳口
活动钳口
台虎钳结构
台虎钳
锯缝
4
工件的锯痕安装在
离台虎钳的左侧约2厘米
5起锯方法
A
起锯角
10度到15度
B
左手大拇指指甲挡在锯条中间
C
从远端起锯
1
、站姿要正确;
3、右手握锯把,左手扶正,压力不宜太大;
7、
推拉要有节奏,40次
/
分钟。
5、
推锯加压,回拉不加压;
6、
锯程要长;
2、被加工部分置于虎钳左侧;
锯割
1
锯条的选择:
硬材料
高密度
细锯齿
软材料
低密度
粗锯齿
2
锯条的安装方法
锯齿朝前
3
工件的锯痕安装在离台虎钳的左侧约2厘米
4
起锯方法
A
起锯角
10度到15度
B
左手大拇指指甲挡在锯条中间
C
从远端起锯
5
正常操作要领:推锯加压,回拉不加压
P145
管子的锯法
要锯割如图的圆形管子
1
应该选择什么样的锯齿?
2
怎么固定在台虎钳上?
3如何锯割?
挫削
1
工具
锉刀
台虎钳
挫削
2
锉刀选择
挫削
3
两种锉削方法
直锉法
推锉法
锉削姿势
P146
马上行动
挫削
4
挫削操作要领:
1.挫削时要注意身体和手臂动作的协调。
2.在推挫过程中,左手的施压要由大变小,右手的施压要由小变大,使锉刀平稳不上下摆动。
锉削之后用角尺检查锉削表面
锉削注意事项
1)选用锉刀时,应根据加工件的形状、加工余量、精度要求和材料性质来选择
;
2)双脚站立姿势呈丁字形;
3)不要用手摸刚锉过的表面,以免沾上油垢,再锉时锉刀打滑;
4)锉刀使用后不可重叠或与其他工具堆放在一起;
5)被锉屑沾住的锉面,要用钢丝刷把锉屑刷去。
挫削
6
锉
刀
的
清
理
锯丝刷
讨论:
假如锉成如下图所示的结果,请其原因。
如图所示一钢块模型,凹槽内部表面生锈粗糙,需用锉刀进行修整,凹槽的大小足够满足常用锉刀的操作空间。下列锉刀中,可达到这一目的组合的是
A.平锉、圆锉
B.方锉、圆锉
C.三角锉、圆锉
D.平锉、三角锉
钻孔
1
工具
钻
孔
平口
2
钻孔步骤:
划线定位
装夹工件
装夹钻头
钻孔
钻孔
注意事项
二要:
要集中注意力
要戴防护眼镜
二不要:不能戴手套
不能用手直接扶持小的工件
金属连接
按连接
方式
刚连接
铰连接
可拆卸连接
螺栓螺母连接
不可拆卸连接
焊接
铆接
黏结
螺栓螺母连接
铆接(松铆)
连接
铆接
黏结
焊接
套丝与攻丝
1
攻丝——加工内螺纹
工具:丝锥
丝锥扳手
螺纹加工方法—攻丝
2套丝——加工外螺纹
工具:板牙
板牙扳手
螺纹加工方法—套丝
倒
角
表面处理
表面刷光:
喷涂油漆:有些油漆必
须在金属表面加涂防锈
漆之后再进行涂喷。
准备
清除毛刺和铁屑
粗处理
用细挫挫平
金属表面
细处理
用精细级
金刚砂纸打磨
镀层:
黑色金属
有色金属
特色金属
金属材料的加工工艺
划线
锯割
锉削
钻孔
连接
表面处理
注意安全
小结:金属材料的加工工艺
第二节
工
艺
1.认识工艺
工艺的含义:
工艺是指利用工具和设备对原材料、半成品进行技术处理,使之成为产品的方法。
工艺体现了生产活动中的知识和经验,并随着人们认识的深入和经验的累积而不断地改进和发展。
工艺品的含义:
工艺品是对一组价值艺术品的总称。它包括的种类很多,有漆器,陶器,瓷器,民间工艺,木雕工艺品,桦树皮工艺品,麦秸工艺品,工艺美术等。
同样的原材料,工艺不同,制作出来的产品会有很大的差别!
1.绿茶
2.红茶
工艺:杀青、揉捻、干燥。
工艺:萎凋、揉捻、发酵、干燥。
同样的原材料,工艺不同,制作出来的产品会有很大的差别。即:同样的材料,不同的工艺,产品会不同。
1、你对工艺怎么理解?
2、结合经验,说出你所知道的工艺。
工艺既表示生产过程(工艺流程),也表示加工方法(钳工工艺、热处理工艺等),还表示制造质量(工艺水平);工艺也是一种生产资源(工艺员、工艺师、工艺设备等)
2.工艺的分类
按照目的和功能不同,常见的工艺可分为:加工工艺、装配工艺、检测工艺、铸造工艺、表面工艺等。
常看到的民间能工巧匠
篾匠(竹加工工艺)
水电工(装配工艺)
化验员(检测工艺)
铁匠(铸造工艺)
油漆匠(表面处理工艺)
木匠(木加工工艺)
箍桶匠(铸造工艺)
安装顺序不同,生产的效率也不同,产品的质量也不同。不同的安装顺序(不同的工艺)会有不同的生产效率及产品质量。
试验目的:了解工艺的规范性。
试验准备:双色笔一支。
试验过程:分拆双色笔及组装。
试验总结:观察双色笔各部分,并
归纳出快速组装双色笔的顺序。
制作一个木水桶要加工工艺—装配工艺—表面处理工艺等
桶的制造质量与工艺
加工工艺—要保证木桶能够盛水,桶身及桶底木条的连接必须非常紧密。紧密的程度取决于每根木条的厚度、弧度及木条接触面的光滑度。
装配工艺—木桶要经久耐用,必须有一定的强度。装配时,要先加大箍,然后加桶底,最后加小箍(箍不能太紧)。之后,同时调紧两个箍(箍不能太紧),保证木条的固定连接。
表面处理工艺—木桶光滑的表面、良好的外观则取决于对桶内外表面的加工。
工艺对保证产品质量,提高生产效率具有非常重要的作用,它影响产品的功能,强度以及外观等方面。
你认为工艺对产品的质量还有那些影响?
思考
工艺的意义:
(1)工艺对保证产品质量,提高生产效率具有非常重要的作用。
(2)工艺影响产品的功能,强度以及外观等方面。
P142
P143案例分析
2
4
1
3
按什么样的顺序安装4个
螺帽,保证轮胎牢固
8.如图所示是轴支架的结构装配示意图。键安装在轴的键槽中,带轮键槽对准键套到轴上,垫圈安装在轴上并顶住带轮端面,防止带轮端面与轴座接触;轴衬安装在轴座上起支撑润滑作用,其相对轴可转动,
相对轴座不能运动。该部件需要以下五个装
配环节:①安装垫圈;②安装带轮;③安装轴衬;④将键装入轴的键槽中;⑤将轴套入轴衬。则该轴支架的正确装配顺序是
A.③②⑤①④
B.⑤③①④②
C.③⑤②④①
D.③⑤①④②
材料世界是一个丰富的世界,木质材料、金属材料、塑料材料、电子材料、纸质材料都是常见的材料。不同的材料有不同的加工工艺.
技术活动离不开工艺方法,一定的技术总和是与一定的工艺相适应的,只有具备一定的工艺方法,技术才能实现其有目的的活动。
材料加工的目的:就是要改变其大小、形状、外观或性质,以符合产品所需要的设计规格。
金属材料的分类:黑色金属、有色金属、特殊金属
黑色金属:黑色金属只有三种:铁、锰与铬。而它们三个都不是黑色的!纯铁是银白色的;锰是银白色的;铬是灰白色的。
有色金属:常见金属中除了黑色金属都可称为有色金属。
特殊金属:包括不同用途的结构金属材料和功能金属材料。如分别具有超导、形状记忆、耐磨等功能的合金
3.金属材料的加工工艺
一般来说,金属材料的加工包括划线、锯割、锉削、钻孔、攻内螺纹和套外螺纹等加工过程,使工件达到设计要求的几何形状、大小尺寸和光面平整度等。
划线
划线就是在待加工的材料上用相应的工具划出加工部件的轮廓线或基准点和基准线。
金属材料的加工工艺
划线的一般步骤为:(1)划出基准,(2)划尺寸线,(3)划轮廓线,(4)冲眼。
划线步骤
1
划基准线
2
划加工尺寸线
3
划轮廓线
4
冲眼
划线
在通用技术实践课上,林一准备在外形己加工的圆形钢板上钻三个孔(如图
所示)。为此,他
设计了下列划线流程用以确定圆心位置。其中合理的是
A.划出
4
线
→
划出5
线
→
划出1
线
→
划出2
线
→
划出3
线
B.划出
3
线
→
划出1
线
→
划出2
线
→
划出4
线
→
划出5
线
C.划出
5
线
→
划出4
线
→
划出3
线
→
划出1
线
→
划出2
线
D.划出
2
线
→
划出1
线
→
划出4
线
→
划出5
线
→
划出3
线
划线工具
画针:用于划出直线线痕。
操作要领:划针的头要保持锐利,划线要紧贴导向工具(钢直尺),划线尽量一次性划完。
划线工具
划针紧贴钢直尺下表面,并倾斜
划线时划针为什么要紧贴导向工具?
思考
保证划线平直、正确,防止发生移动、歪斜。
角尺
角尺:用于划出平行线或垂直线的导向工具;用于检查挫削平面的垂直度。
操作要领:使用时要紧贴工件的一个基准面。
划规:用于划出圆或者圆弧的线痕;
操作要领:划规的脚尖保持尖锐,划线时保持中心不发生滑移。
样冲:用于钻孔中心处冲出冲眼,防止钻孔中心滑移。
操作要领:应斜看靠近冲眼部位,冲眼时冲尖对准划线的交点或划线,敲击前要扶直样冲。
用3mm厚的不规则铝板制作一个2cm╳2cm的正方形,中间取一个直径为1cm的圆。
要求:
(1)用钢直尺测量每条边的长度,检查误差是否小于1mm;
(2)用角尺检查是否成直角;
(3)讨论形成误差的原因。
20
20
10
10
Φ10
锯割
1
工具
手锯(钢锯)
台虎钳
这几根锯条的锯齿疏密一样吗?那一根密?
2
锯条的选择:
硬材料
高密度
细锯齿软材料
低密度
粗锯齿
3
锯条的安装方法
锯齿朝前
合适松紧度
固定钳口
活动钳口
台虎钳结构
台虎钳
锯缝
4
工件的锯痕安装在
离台虎钳的左侧约2厘米
5起锯方法
A
起锯角
10度到15度
B
左手大拇指指甲挡在锯条中间
C
从远端起锯
1
、站姿要正确;
3、右手握锯把,左手扶正,压力不宜太大;
7、
推拉要有节奏,40次
/
分钟。
5、
推锯加压,回拉不加压;
6、
锯程要长;
2、被加工部分置于虎钳左侧;
锯割
1
锯条的选择:
硬材料
高密度
细锯齿
软材料
低密度
粗锯齿
2
锯条的安装方法
锯齿朝前
3
工件的锯痕安装在离台虎钳的左侧约2厘米
4
起锯方法
A
起锯角
10度到15度
B
左手大拇指指甲挡在锯条中间
C
从远端起锯
5
正常操作要领:推锯加压,回拉不加压
P145
管子的锯法
要锯割如图的圆形管子
1
应该选择什么样的锯齿?
2
怎么固定在台虎钳上?
3如何锯割?
挫削
1
工具
锉刀
台虎钳
挫削
2
锉刀选择
挫削
3
两种锉削方法
直锉法
推锉法
锉削姿势
P146
马上行动
挫削
4
挫削操作要领:
1.挫削时要注意身体和手臂动作的协调。
2.在推挫过程中,左手的施压要由大变小,右手的施压要由小变大,使锉刀平稳不上下摆动。
锉削之后用角尺检查锉削表面
锉削注意事项
1)选用锉刀时,应根据加工件的形状、加工余量、精度要求和材料性质来选择
;
2)双脚站立姿势呈丁字形;
3)不要用手摸刚锉过的表面,以免沾上油垢,再锉时锉刀打滑;
4)锉刀使用后不可重叠或与其他工具堆放在一起;
5)被锉屑沾住的锉面,要用钢丝刷把锉屑刷去。
挫削
6
锉
刀
的
清
理
锯丝刷
讨论:
假如锉成如下图所示的结果,请其原因。
如图所示一钢块模型,凹槽内部表面生锈粗糙,需用锉刀进行修整,凹槽的大小足够满足常用锉刀的操作空间。下列锉刀中,可达到这一目的组合的是
A.平锉、圆锉
B.方锉、圆锉
C.三角锉、圆锉
D.平锉、三角锉
钻孔
1
工具
钻
孔
平口
2
钻孔步骤:
划线定位
装夹工件
装夹钻头
钻孔
钻孔
注意事项
二要:
要集中注意力
要戴防护眼镜
二不要:不能戴手套
不能用手直接扶持小的工件
金属连接
按连接
方式
刚连接
铰连接
可拆卸连接
螺栓螺母连接
不可拆卸连接
焊接
铆接
黏结
螺栓螺母连接
铆接(松铆)
连接
铆接
黏结
焊接
套丝与攻丝
1
攻丝——加工内螺纹
工具:丝锥
丝锥扳手
螺纹加工方法—攻丝
2套丝——加工外螺纹
工具:板牙
板牙扳手
螺纹加工方法—套丝
倒
角
表面处理
表面刷光:
喷涂油漆:有些油漆必
须在金属表面加涂防锈
漆之后再进行涂喷。
准备
清除毛刺和铁屑
粗处理
用细挫挫平
金属表面
细处理
用精细级
金刚砂纸打磨
镀层:
黑色金属
有色金属
特色金属
金属材料的加工工艺
划线
锯割
锉削
钻孔
连接
表面处理
注意安全
小结:金属材料的加工工艺