2020-2021学年高一下学期物理鲁科版(2019)必修第三册课件:3.5 科学测量长度的测量及测量工具的选用48张PPT
文档属性
| 名称 | 2020-2021学年高一下学期物理鲁科版(2019)必修第三册课件:3.5 科学测量长度的测量及测量工具的选用48张PPT |
|
|
| 格式 | ppt | ||
| 文件大小 | 588.3KB | ||
| 资源类型 | 教案 | ||
| 版本资源 | 鲁科版(2019) | ||
| 科目 | 物理 | ||
| 更新时间 | 2021-02-23 00:00:00 | ||
图片预览







文档简介
第5节 科学测量:长度的测量及测量工具的选用
0
一、实验目的
1.测量空心圆筒的外径、内径和深度及大头针中央附近的直径。
2.学会使用游标卡尺和螺旋测微器,能根据实际需要选择合适的测量工具。
二、实验器材
_________、___________、大头针、空心圆管。
游标卡尺
螺旋测微器
【思考·讨论】
游标卡尺和螺旋测微器在读数方面有什么不同点?
提示:游标卡尺的读数不需要估读,螺旋测微器的读数需要估读。
三、实验原理与设计
1.游标卡尺:
(1)构造:主尺,_______(主尺和游标尺上各有一个内、外测量爪),游标尺上还
有一个深度尺(如图所示)。
游标尺
(2)用途:测量厚度、_____、深度、内径、外径。
(3)原理:利用主尺的最小分度与游标尺的最小分度的差值制成。不管游标尺上有多少个小等分刻度,它的刻度部分的总长度比主尺上的同样多的小等分刻度少1 mm。
长度
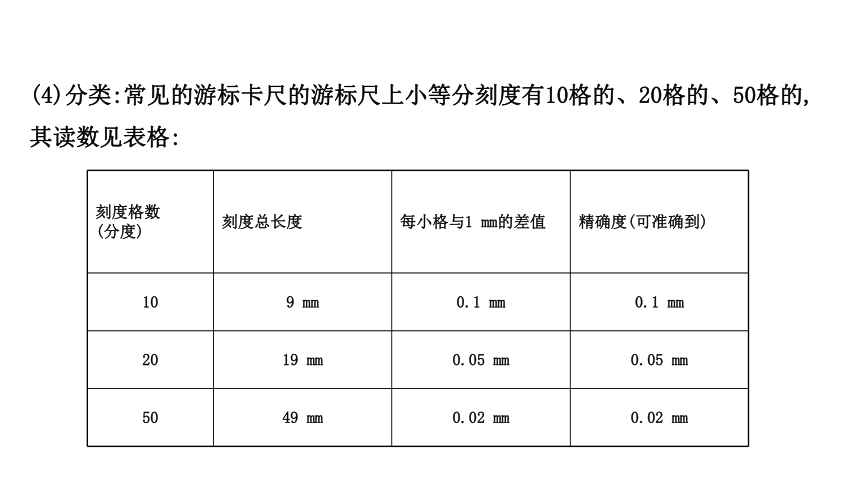
(4)分类:常见的游标卡尺的游标尺上小等分刻度有10格的、20格的、50格的,
其读数见表格:
刻度格数
(分度)
刻度总长度
每小格与1 mm的差值
精确度(可准确到)
10
9 mm
0.1 mm
0.1 mm
20
19 mm
0.05 mm
0.05 mm
50
49 mm
0.02 mm
0.02 mm
(5)读数:若用x表示从主尺上读出的整毫米数,K表示从游标尺上读出与主尺上
某一刻线对齐的游标的格数,则记录结果表示为______________mm。需要注意
的是,不管是哪种卡尺,K值均不需要向后估读一位。
(x+K×精确度)
2.螺旋测微器的原理及应用:
(1)结构:如图所示,固定小砧A和固定刻度B固定在尺架上,可动刻度E、旋钮D、微调旋钮D′、测微螺杆F是连在一起的,通过精密螺纹套在B上。
(2)测量原理:精密螺纹的螺距为________,即D每旋转一周,F前进或后退_______,
可动刻度E上的刻度为50等份,每一小格表示________。因此用它测量长度可以
准确到________,测量时被测长度的整毫米数或半毫米数(若表示半毫米的刻线
已露出)从_______________,小于0.5 mm 的部分从_________E读出。?
(3)使用方法:把被测物体放入A、F之间夹缝中,再顺时针旋转旋钮D,当F快要接
触待测物时,改用微调旋钮D′,这样就不至于在F和被测物之间产生过大的压力,
既能保证测量结果的准确性,又可以保护仪器。
(4)读数方法:固定刻度B上的整毫米数+0.5 mm(判断半毫米刻度线是否露
出)+________________________。?
0.5 mm
0.5 mm
0.01 mm
0.01 mm
固定刻度上读出
可动刻度
0.01 mm×对齐格数(估读)
【实验步骤】
1.用游标卡尺测量空心圆筒的外径、内径和深度:右手拿游标卡尺的尺身,大拇指移动游标,左手取空心圆筒,当其与量爪相贴时,即可锁定螺钉,读取数据,并记录数据。
2.检查螺旋测微器的零点:用左手拿尺架,右手缓缓移动微调旋钮,使测微螺杆和测砧接触,至棘轮发出声音为止,此时可动刻度上的零刻度线应和固定刻度上的零刻度线对齐,否则就有零点误差。
3.用螺旋测微器测量大头针中央附近的直径:左手拿尺架,右手转动粗调旋钮,使测微螺杆与测砧间距稍大于被测物。放入大头针,转动微调旋钮到夹住大头针,直到棘轮发出声音,随即拨动止动旋钮使测微螺杆固定,然后读数,并记录数据。
【思考·讨论】
若测量小钢球的直径,应选用哪种测量工具?请简述理由。
提示:选用游标卡尺来测量小钢球的直径。螺旋测微器操作的过程当中有一步是微调,我们通过声音判断的误差要大一些,不能确定测量的是否是直径,有可能偏离直径。
【数据收集与分析】
1.列空心圆筒的外径R、内径r和深度d数据收集表:
次数
1
2
3
平均值
R
r
d
2.列大头针直径D数据收集表:
次数
1
2
3
平均值
D
【思考·讨论】
若要估测金属丝的直径,是否必须要通过螺旋测微器来测量?如果不是,请列举另外一种方法。
提示:不是。若只是估测,我们可以将金属丝在铅笔上紧密缠绕n圈,每一圈之间不能有空隙,而且不能重叠。然后用刻度尺测出n圈的长度,就可以估算金属丝的直径。
【误差分析】
测量、操作不够准确造成偶然误差
1.游标卡尺误差分析:
(1)用游标卡尺测量前,没有先检查并校对零位。
(2)测量时,移动游标并使量爪与工件被测表面保持良好接触,取得尺寸后没有
把螺钉旋紧后再读数,使得读数不准确。
(3)游标卡尺测量力太大会造成尺框倾斜,产生测量误差;测量力太小,游标卡尺
与工件接触不良,使测量尺寸不准确。
2.螺旋测微器误差分析:
(1)在使用螺旋测微器前没有校对零位。
(2)测量时,没有用到微调旋钮,使测量结果误差较大。
(3)读数时,没有注意到固定刻度尺上表示半毫米的刻线是否已经露出,导致读数出错。
【思考·讨论】
本实验中,为了减小误差,实验过程应注意什么问题?
提示:(1)游标卡尺使用的注意事项:
①用游标卡尺测量前,先检查并校对零位。
②测量时,移动游标并使量爪与工件被测表面保持良好接触,取得尺寸后把螺钉旋紧后再读数。
③游标卡尺测量力要适当。
(2)螺旋测微器使用的注意事项:
①在使用螺旋测微器前校对零位。
②测量时,在测微螺杆快靠近被测物体时应停止使用旋钮,而改用微调旋钮,避免产生过大的压力,既可使测量结果精确,又能保护螺旋测微器。
③在读数时,要注意固定刻度尺上表示半毫米的刻线是否已经露出。
④读数时,千分位要有一位估读数字,即使固定刻度的零点正好与可动刻度的某一刻线对齐,千分位上也应读取为“0”。
类型一 教材原型实验
角度1 实验原理和实验操作
【典例1】某同学用螺旋测微器测量某合金丝的直径。
(1)对照实物图,以下操作正确的是 ( )
实验研析·创新学习
A.在把合金丝置于测砧与测微螺杆间之前,应先旋松“B”部件,再旋松“C”部
件
B.在把合金丝置于测砧与测微螺杆间之前,应先旋松“B”部件,再旋松“D”部
件
C.在把合金丝置于测砧与测微螺杆间之后,先旋紧“C”部件到一定程度,再旋
紧“D”部件
D.在把合金丝置于测砧与测微螺杆间之后,先旋紧“D”部件到一定程度,再旋
紧“C”部件
E.为了防止读数时测微螺杆发生转动,读数前应先旋紧“B”部件
(2)在测量过程中,此同学在合金丝的不同部位进行了多次测量取平均值的目的是_____________________________________________________________。?
【解析】(1)选A、C、E。实物图中B部件能起到固定测微螺杆的作用,平时能固定住测微螺杆,所以在使用螺旋测微器前,要先松开“B”部件,再旋松粗调旋钮“C”部件,故A正确,B错误。在把合金丝置于测砧与测微螺杆间之后,先旋紧粗调旋钮“C”部件到一定程度,再旋紧微调旋钮“D”部件,故C正确,D错误。为防止读数时测微螺杆发生转动,读数前应先旋紧止动旋钮B,故E正确。
(2)选取不同的位置进行多次测量取平均值的目的是减小实验的偶然误差。
答案:(1)A、C、E (2)减小实验的偶然误差
角度2 实验数据处理
【典例2】如图甲、乙所示的游标卡尺的读数分别为: mm、
mm;使用螺旋测微器测量金属丝的直径,示数如图丙所示,则金
属丝的直径是 mm。?
【解析】甲图中游标尺长9 mm,10等分,精确度为0.1 mm,游标卡尺的主尺读数
为17 mm,游标尺的第5个刻度与上边的刻度对齐,读数为0.1×5 mm=0.5 mm,所
以最终读数为17.5 mm;乙图中游标尺长19 mm,20等分,精确度为0.05 mm,游标
卡尺的主尺读数为23 mm,游标尺第7个刻度与上边的刻度对齐,读数为0.05×
7 mm=0.35 mm,所以最终读数为23.35 mm;螺旋测微器的固定刻度示数是2 mm,
可动刻度示数为14.0×0.01 mm=0.140 mm,金属丝直径为2 mm+0.140 mm
=2.140 mm。
答案:17.5 23.35 2.140
【规律方法】游标卡尺的读数规则
(1)10分度卡尺,读数的末位可以是0~9中的数字;
(2)20分度卡尺,读数的末位只能是0或5;
(3)50分度卡尺,读数的末位可以是0、2、4、6、8中的数字。
类型二 创新型实验
【典例3】(1)有一种在工厂实际使用的游标卡尺如图(1)所示,它是普通游标
卡尺的变形。它把普通游标卡尺两个卡脚改成了斜的,两个斜卡脚与主尺都成126°52′12″ (图中的∠DAC=∠EBC=126°52′12″,已知tan63°26′06″
=2.000),其他部分未作改动,这种卡尺专门用来测量圆柱形或球形工件的外
径。两个斜脚之间不放被测工件时,游标尺的“0”刻线恰与主尺的“0”刻线
对齐,两个斜脚之间放上被测圆柱形或球形工件,使工件与主尺、两斜脚都相
切,即共有三个切点,如图(1)中的D、C、E。如图(1)所示的被测圆形工件的直
径为 mm。
(2)如果用螺旋测微器测一圆形工件的读数如图(2)所示,读数为 mm。?
【解析】(1)如图所示,tanθ= =tan63°26′06″=2.000,所以R=2d=AB。
20分度游标卡尺的示数AB为12.30 mm,
所以被测圆形工件的直径2R为24.60 mm。
(2)螺旋测微器的固定刻度为4.5 mm,可动刻度为0.01×10.0 mm=0.100 mm,所以最终读数为4.600 mm。
答案:(1)24.60 (2)4.600
【创新评价】
创新角度
创新方案
实验器材的创新
两平行卡脚改成两倾斜固定角度的卡脚
实验测量的创新
通过圆形工件同时与主尺和倾斜卡脚相切,间接测量直径
实验数据处理的创新
通过游标卡尺的直接读数,改进为通过相切的弦长与角度的关系进行计算
【创新探究】
(1)本典例的实验原理与教材实验的原理是否相同?若是,它们分别怎样测量圆形工件的直径?
提示:相同。教材中直接用平行卡脚来测量圆形工件的直径;本典例中通过圆形工件同时与主尺和倾斜卡脚相切,如图所示,通过AB的长度间接计算圆形工件的直径。
(2)本实验与教材实验相比,本实验的优点是什么?
提示:用平行卡脚所测量的直径不一定是圆形工件的直径,很有可能有偏差。本实验中,圆形工件同时与主尺和倾斜卡脚相切,所计算的直径确实是圆形工件的直径,使测量的数据误差减小。
1.小华用如图所示的游标卡尺对金属圆筒进行测量,下列操作中正确的是( )
A.用内测量爪cd测量圆筒的外径
B.用外测量爪ab测量圆筒的内径
C.用深度尺ef测量圆筒的深度
D.用内测量爪cd测量圆筒壁的厚度
课堂检测·素养达标
【解析】选C。用内测量爪cd测量圆筒的内径,故A错误。用外测量爪ab测量圆筒的外径,也可以测量圆筒壁的厚度,故B、D错误;用深度尺ef测量圆筒的深度,故C正确。
2.某同学分别用毫米刻度尺和游标卡尺测定一金属杆的长度和直径,示数如图所示,则该金属杆的长度和直径分别为 cm和 mm。?
【解析】刻度尺在读数的时候要估读一位,所以金属杆的长度为60.10 cm。
游标卡尺的主尺读数为:4 mm,游标尺上第10个刻度和主尺上某一刻度对齐,
所以游标尺读数为10×0.02 mm=0.20 mm,所以最终读数为:4 mm+0.20 mm
=4.20 mm。
答案:60.10 4.20
3.(1)如图1所示的螺旋测微器的读数是 mm。?
(2)如图2所示是实验室使用的螺旋测微器,也叫千分尺,它是用来测量物体长
度的仪器,下列关于螺旋测微器的操作正确的是 。?
A.测量时,先顺时针转动旋钮D,在螺杆F快要靠近被测物体时,应改用微调旋钮
H,直至棘轮发出咔咔声时停止转动
B.测量时,先逆时针转动旋钮D,在螺杆F快要靠近被测物体时,应改用微调旋钮
H,直至棘轮发出咔咔声时停止转动
C.当棘轮发出咔咔声时停止转动微调旋钮H,此时应拨动止动旋钮G,使测杆固
定后才可读数
D.旋钮D每转动一周,就带动测微螺杆F前进或后退0.1 mm
【解析】(1)固定部分读数为5.5 mm,转动部分读数为35.0×0.01 mm=
0.350 mm;故读数为:(5.5+0.350) mm=5.850 mm。
(2)选A、C。用螺旋测微器测物体的长度时,先顺时针转动粗调旋钮D使测微螺
杆F接近被测物体,再转到微调旋钮H,夹住被测物,直到棘轮发出声音为止,拨
动止动旋钮G,使F固定后读数,故A、C正确,B错误。旋钮D每转动一周,就带动
测微螺杆F前进或后退0.5 mm,故D错误。
答案:(1)5.850 (2)A、C
【加固训练】
用螺旋测微器测一合金棒的直径时,螺旋测微器上的示数如图(a)所示,(a)的读数是 mm;用游标卡尺测量合金棒的长度时,游标卡尺的示数如图(b)所示(图中?游标尺上有20个等分刻度),(b)的读数是 cm。?
【解析】(a)螺旋测微器的固定刻度为8.0 mm,可动刻度为47.0×0.01 mm
=0.470 mm,所以最终读数为8.0 mm+0.470 mm=8.470 mm;(b)游标卡尺的主尺读数为99 mm,游标尺上第8个刻度和主尺上某一刻度对齐,所以游标尺读数为8×0.05 mm=0.40 mm,所以最终读数为:99 mm+0.40 mm=99.40 mm=9.940 cm。
答案:8.470 9.940
4.图甲中游标卡尺读数为 cm,图乙中螺旋测微器读数为 mm。?
【解析】20分度的游标卡尺,精确度是0.05 mm,游标卡尺的主尺读数为6 mm,游标尺上第12个刻度和主尺上某一刻度对齐,所以游标尺读数为12×0.05 mm
=0.60 mm,所以最终读数为:6 mm+0.60 mm=6.60 mm=0.660 cm。
螺旋测微器的固定刻度为8.5 mm,可动刻度为:
30.0×0.01 mm=0.300 mm,
所以最终读数为8.5 mm+0.300 mm=8.800 mm。
答案:0.660 8.800
【加固训练】
某同学利用螺旋测微器对小球的直径进行测量,螺旋测微器的结构如甲图
所示。该同学在检查仪器时发现,由于该螺旋测微器的不恰当使用,使得当转
动旋钮A使测微螺杆B旋至与测砧C靠紧时,螺旋测微器的读数不为0.000 mm,该
仪器的状态如图甲中所示(图中所示效果略有夸大),这说明使用该螺旋测微器
进行测量时,每次读数都会产生 mm的误差。该同学仍然使用这个螺
旋测微器进行测量,在进行了正确的操作后,螺旋测微器的状态如图乙所示,则
该小球的直径的正确测量值应为 mm。?
【解析】误差读数0+1.0×0.01 mm=0.010 mm,
螺旋测微器读数:
D=4.5 mm+21.5×0.01 mm=4.715 mm。
故小球的直径的测量值应为:
4.715 mm-0.010 mm=4.705 mm。
答案:0.010 4.705
0
一、实验目的
1.测量空心圆筒的外径、内径和深度及大头针中央附近的直径。
2.学会使用游标卡尺和螺旋测微器,能根据实际需要选择合适的测量工具。
二、实验器材
_________、___________、大头针、空心圆管。
游标卡尺
螺旋测微器
【思考·讨论】
游标卡尺和螺旋测微器在读数方面有什么不同点?
提示:游标卡尺的读数不需要估读,螺旋测微器的读数需要估读。
三、实验原理与设计
1.游标卡尺:
(1)构造:主尺,_______(主尺和游标尺上各有一个内、外测量爪),游标尺上还
有一个深度尺(如图所示)。
游标尺
(2)用途:测量厚度、_____、深度、内径、外径。
(3)原理:利用主尺的最小分度与游标尺的最小分度的差值制成。不管游标尺上有多少个小等分刻度,它的刻度部分的总长度比主尺上的同样多的小等分刻度少1 mm。
长度
(4)分类:常见的游标卡尺的游标尺上小等分刻度有10格的、20格的、50格的,
其读数见表格:
刻度格数
(分度)
刻度总长度
每小格与1 mm的差值
精确度(可准确到)
10
9 mm
0.1 mm
0.1 mm
20
19 mm
0.05 mm
0.05 mm
50
49 mm
0.02 mm
0.02 mm
(5)读数:若用x表示从主尺上读出的整毫米数,K表示从游标尺上读出与主尺上
某一刻线对齐的游标的格数,则记录结果表示为______________mm。需要注意
的是,不管是哪种卡尺,K值均不需要向后估读一位。
(x+K×精确度)
2.螺旋测微器的原理及应用:
(1)结构:如图所示,固定小砧A和固定刻度B固定在尺架上,可动刻度E、旋钮D、微调旋钮D′、测微螺杆F是连在一起的,通过精密螺纹套在B上。
(2)测量原理:精密螺纹的螺距为________,即D每旋转一周,F前进或后退_______,
可动刻度E上的刻度为50等份,每一小格表示________。因此用它测量长度可以
准确到________,测量时被测长度的整毫米数或半毫米数(若表示半毫米的刻线
已露出)从_______________,小于0.5 mm 的部分从_________E读出。?
(3)使用方法:把被测物体放入A、F之间夹缝中,再顺时针旋转旋钮D,当F快要接
触待测物时,改用微调旋钮D′,这样就不至于在F和被测物之间产生过大的压力,
既能保证测量结果的准确性,又可以保护仪器。
(4)读数方法:固定刻度B上的整毫米数+0.5 mm(判断半毫米刻度线是否露
出)+________________________。?
0.5 mm
0.5 mm
0.01 mm
0.01 mm
固定刻度上读出
可动刻度
0.01 mm×对齐格数(估读)
【实验步骤】
1.用游标卡尺测量空心圆筒的外径、内径和深度:右手拿游标卡尺的尺身,大拇指移动游标,左手取空心圆筒,当其与量爪相贴时,即可锁定螺钉,读取数据,并记录数据。
2.检查螺旋测微器的零点:用左手拿尺架,右手缓缓移动微调旋钮,使测微螺杆和测砧接触,至棘轮发出声音为止,此时可动刻度上的零刻度线应和固定刻度上的零刻度线对齐,否则就有零点误差。
3.用螺旋测微器测量大头针中央附近的直径:左手拿尺架,右手转动粗调旋钮,使测微螺杆与测砧间距稍大于被测物。放入大头针,转动微调旋钮到夹住大头针,直到棘轮发出声音,随即拨动止动旋钮使测微螺杆固定,然后读数,并记录数据。
【思考·讨论】
若测量小钢球的直径,应选用哪种测量工具?请简述理由。
提示:选用游标卡尺来测量小钢球的直径。螺旋测微器操作的过程当中有一步是微调,我们通过声音判断的误差要大一些,不能确定测量的是否是直径,有可能偏离直径。
【数据收集与分析】
1.列空心圆筒的外径R、内径r和深度d数据收集表:
次数
1
2
3
平均值
R
r
d
2.列大头针直径D数据收集表:
次数
1
2
3
平均值
D
【思考·讨论】
若要估测金属丝的直径,是否必须要通过螺旋测微器来测量?如果不是,请列举另外一种方法。
提示:不是。若只是估测,我们可以将金属丝在铅笔上紧密缠绕n圈,每一圈之间不能有空隙,而且不能重叠。然后用刻度尺测出n圈的长度,就可以估算金属丝的直径。
【误差分析】
测量、操作不够准确造成偶然误差
1.游标卡尺误差分析:
(1)用游标卡尺测量前,没有先检查并校对零位。
(2)测量时,移动游标并使量爪与工件被测表面保持良好接触,取得尺寸后没有
把螺钉旋紧后再读数,使得读数不准确。
(3)游标卡尺测量力太大会造成尺框倾斜,产生测量误差;测量力太小,游标卡尺
与工件接触不良,使测量尺寸不准确。
2.螺旋测微器误差分析:
(1)在使用螺旋测微器前没有校对零位。
(2)测量时,没有用到微调旋钮,使测量结果误差较大。
(3)读数时,没有注意到固定刻度尺上表示半毫米的刻线是否已经露出,导致读数出错。
【思考·讨论】
本实验中,为了减小误差,实验过程应注意什么问题?
提示:(1)游标卡尺使用的注意事项:
①用游标卡尺测量前,先检查并校对零位。
②测量时,移动游标并使量爪与工件被测表面保持良好接触,取得尺寸后把螺钉旋紧后再读数。
③游标卡尺测量力要适当。
(2)螺旋测微器使用的注意事项:
①在使用螺旋测微器前校对零位。
②测量时,在测微螺杆快靠近被测物体时应停止使用旋钮,而改用微调旋钮,避免产生过大的压力,既可使测量结果精确,又能保护螺旋测微器。
③在读数时,要注意固定刻度尺上表示半毫米的刻线是否已经露出。
④读数时,千分位要有一位估读数字,即使固定刻度的零点正好与可动刻度的某一刻线对齐,千分位上也应读取为“0”。
类型一 教材原型实验
角度1 实验原理和实验操作
【典例1】某同学用螺旋测微器测量某合金丝的直径。
(1)对照实物图,以下操作正确的是 ( )
实验研析·创新学习
A.在把合金丝置于测砧与测微螺杆间之前,应先旋松“B”部件,再旋松“C”部
件
B.在把合金丝置于测砧与测微螺杆间之前,应先旋松“B”部件,再旋松“D”部
件
C.在把合金丝置于测砧与测微螺杆间之后,先旋紧“C”部件到一定程度,再旋
紧“D”部件
D.在把合金丝置于测砧与测微螺杆间之后,先旋紧“D”部件到一定程度,再旋
紧“C”部件
E.为了防止读数时测微螺杆发生转动,读数前应先旋紧“B”部件
(2)在测量过程中,此同学在合金丝的不同部位进行了多次测量取平均值的目的是_____________________________________________________________。?
【解析】(1)选A、C、E。实物图中B部件能起到固定测微螺杆的作用,平时能固定住测微螺杆,所以在使用螺旋测微器前,要先松开“B”部件,再旋松粗调旋钮“C”部件,故A正确,B错误。在把合金丝置于测砧与测微螺杆间之后,先旋紧粗调旋钮“C”部件到一定程度,再旋紧微调旋钮“D”部件,故C正确,D错误。为防止读数时测微螺杆发生转动,读数前应先旋紧止动旋钮B,故E正确。
(2)选取不同的位置进行多次测量取平均值的目的是减小实验的偶然误差。
答案:(1)A、C、E (2)减小实验的偶然误差
角度2 实验数据处理
【典例2】如图甲、乙所示的游标卡尺的读数分别为: mm、
mm;使用螺旋测微器测量金属丝的直径,示数如图丙所示,则金
属丝的直径是 mm。?
【解析】甲图中游标尺长9 mm,10等分,精确度为0.1 mm,游标卡尺的主尺读数
为17 mm,游标尺的第5个刻度与上边的刻度对齐,读数为0.1×5 mm=0.5 mm,所
以最终读数为17.5 mm;乙图中游标尺长19 mm,20等分,精确度为0.05 mm,游标
卡尺的主尺读数为23 mm,游标尺第7个刻度与上边的刻度对齐,读数为0.05×
7 mm=0.35 mm,所以最终读数为23.35 mm;螺旋测微器的固定刻度示数是2 mm,
可动刻度示数为14.0×0.01 mm=0.140 mm,金属丝直径为2 mm+0.140 mm
=2.140 mm。
答案:17.5 23.35 2.140
【规律方法】游标卡尺的读数规则
(1)10分度卡尺,读数的末位可以是0~9中的数字;
(2)20分度卡尺,读数的末位只能是0或5;
(3)50分度卡尺,读数的末位可以是0、2、4、6、8中的数字。
类型二 创新型实验
【典例3】(1)有一种在工厂实际使用的游标卡尺如图(1)所示,它是普通游标
卡尺的变形。它把普通游标卡尺两个卡脚改成了斜的,两个斜卡脚与主尺都成126°52′12″ (图中的∠DAC=∠EBC=126°52′12″,已知tan63°26′06″
=2.000),其他部分未作改动,这种卡尺专门用来测量圆柱形或球形工件的外
径。两个斜脚之间不放被测工件时,游标尺的“0”刻线恰与主尺的“0”刻线
对齐,两个斜脚之间放上被测圆柱形或球形工件,使工件与主尺、两斜脚都相
切,即共有三个切点,如图(1)中的D、C、E。如图(1)所示的被测圆形工件的直
径为 mm。
(2)如果用螺旋测微器测一圆形工件的读数如图(2)所示,读数为 mm。?
【解析】(1)如图所示,tanθ= =tan63°26′06″=2.000,所以R=2d=AB。
20分度游标卡尺的示数AB为12.30 mm,
所以被测圆形工件的直径2R为24.60 mm。
(2)螺旋测微器的固定刻度为4.5 mm,可动刻度为0.01×10.0 mm=0.100 mm,所以最终读数为4.600 mm。
答案:(1)24.60 (2)4.600
【创新评价】
创新角度
创新方案
实验器材的创新
两平行卡脚改成两倾斜固定角度的卡脚
实验测量的创新
通过圆形工件同时与主尺和倾斜卡脚相切,间接测量直径
实验数据处理的创新
通过游标卡尺的直接读数,改进为通过相切的弦长与角度的关系进行计算
【创新探究】
(1)本典例的实验原理与教材实验的原理是否相同?若是,它们分别怎样测量圆形工件的直径?
提示:相同。教材中直接用平行卡脚来测量圆形工件的直径;本典例中通过圆形工件同时与主尺和倾斜卡脚相切,如图所示,通过AB的长度间接计算圆形工件的直径。
(2)本实验与教材实验相比,本实验的优点是什么?
提示:用平行卡脚所测量的直径不一定是圆形工件的直径,很有可能有偏差。本实验中,圆形工件同时与主尺和倾斜卡脚相切,所计算的直径确实是圆形工件的直径,使测量的数据误差减小。
1.小华用如图所示的游标卡尺对金属圆筒进行测量,下列操作中正确的是( )
A.用内测量爪cd测量圆筒的外径
B.用外测量爪ab测量圆筒的内径
C.用深度尺ef测量圆筒的深度
D.用内测量爪cd测量圆筒壁的厚度
课堂检测·素养达标
【解析】选C。用内测量爪cd测量圆筒的内径,故A错误。用外测量爪ab测量圆筒的外径,也可以测量圆筒壁的厚度,故B、D错误;用深度尺ef测量圆筒的深度,故C正确。
2.某同学分别用毫米刻度尺和游标卡尺测定一金属杆的长度和直径,示数如图所示,则该金属杆的长度和直径分别为 cm和 mm。?
【解析】刻度尺在读数的时候要估读一位,所以金属杆的长度为60.10 cm。
游标卡尺的主尺读数为:4 mm,游标尺上第10个刻度和主尺上某一刻度对齐,
所以游标尺读数为10×0.02 mm=0.20 mm,所以最终读数为:4 mm+0.20 mm
=4.20 mm。
答案:60.10 4.20
3.(1)如图1所示的螺旋测微器的读数是 mm。?
(2)如图2所示是实验室使用的螺旋测微器,也叫千分尺,它是用来测量物体长
度的仪器,下列关于螺旋测微器的操作正确的是 。?
A.测量时,先顺时针转动旋钮D,在螺杆F快要靠近被测物体时,应改用微调旋钮
H,直至棘轮发出咔咔声时停止转动
B.测量时,先逆时针转动旋钮D,在螺杆F快要靠近被测物体时,应改用微调旋钮
H,直至棘轮发出咔咔声时停止转动
C.当棘轮发出咔咔声时停止转动微调旋钮H,此时应拨动止动旋钮G,使测杆固
定后才可读数
D.旋钮D每转动一周,就带动测微螺杆F前进或后退0.1 mm
【解析】(1)固定部分读数为5.5 mm,转动部分读数为35.0×0.01 mm=
0.350 mm;故读数为:(5.5+0.350) mm=5.850 mm。
(2)选A、C。用螺旋测微器测物体的长度时,先顺时针转动粗调旋钮D使测微螺
杆F接近被测物体,再转到微调旋钮H,夹住被测物,直到棘轮发出声音为止,拨
动止动旋钮G,使F固定后读数,故A、C正确,B错误。旋钮D每转动一周,就带动
测微螺杆F前进或后退0.5 mm,故D错误。
答案:(1)5.850 (2)A、C
【加固训练】
用螺旋测微器测一合金棒的直径时,螺旋测微器上的示数如图(a)所示,(a)的读数是 mm;用游标卡尺测量合金棒的长度时,游标卡尺的示数如图(b)所示(图中?游标尺上有20个等分刻度),(b)的读数是 cm。?
【解析】(a)螺旋测微器的固定刻度为8.0 mm,可动刻度为47.0×0.01 mm
=0.470 mm,所以最终读数为8.0 mm+0.470 mm=8.470 mm;(b)游标卡尺的主尺读数为99 mm,游标尺上第8个刻度和主尺上某一刻度对齐,所以游标尺读数为8×0.05 mm=0.40 mm,所以最终读数为:99 mm+0.40 mm=99.40 mm=9.940 cm。
答案:8.470 9.940
4.图甲中游标卡尺读数为 cm,图乙中螺旋测微器读数为 mm。?
【解析】20分度的游标卡尺,精确度是0.05 mm,游标卡尺的主尺读数为6 mm,游标尺上第12个刻度和主尺上某一刻度对齐,所以游标尺读数为12×0.05 mm
=0.60 mm,所以最终读数为:6 mm+0.60 mm=6.60 mm=0.660 cm。
螺旋测微器的固定刻度为8.5 mm,可动刻度为:
30.0×0.01 mm=0.300 mm,
所以最终读数为8.5 mm+0.300 mm=8.800 mm。
答案:0.660 8.800
【加固训练】
某同学利用螺旋测微器对小球的直径进行测量,螺旋测微器的结构如甲图
所示。该同学在检查仪器时发现,由于该螺旋测微器的不恰当使用,使得当转
动旋钮A使测微螺杆B旋至与测砧C靠紧时,螺旋测微器的读数不为0.000 mm,该
仪器的状态如图甲中所示(图中所示效果略有夸大),这说明使用该螺旋测微器
进行测量时,每次读数都会产生 mm的误差。该同学仍然使用这个螺
旋测微器进行测量,在进行了正确的操作后,螺旋测微器的状态如图乙所示,则
该小球的直径的正确测量值应为 mm。?
【解析】误差读数0+1.0×0.01 mm=0.010 mm,
螺旋测微器读数:
D=4.5 mm+21.5×0.01 mm=4.715 mm。
故小球的直径的测量值应为:
4.715 mm-0.010 mm=4.705 mm。
答案:0.010 4.705
同课章节目录
- 第1章 静电力与电场强度
- 第1节 静电的产生及其微观解释
- 第2节 库仑定律
- 第3节 电场与电场强度
- 第4节 点电荷的电场 匀强电场
- 第5节 静电的利用与防护
- 第2章 电势能与电势差
- 第1节 静电力做功与电势能
- 第2节 电势与等势面
- 第3节 电势差与电场强度的关系
- 第4节 带电粒子在电场中的运动
- 第5节 科学探究:电容器
- 第3章 恒定电流
- 第1节 电流
- 第2节 电阻
- 第3节 电功与电热
- 第4节 串联电路和并联电路
- 第5节 科学测量:长度的测量及测量工具的选用
- 第6节 科学测量:金属丝的电阻率
- 第4章 闭合电路欧姆定律与科学用电
- 第1节 闭合电路欧姆定律
- 第2节 科学测量:电源的电动势和内阻
- 第3节 科学测量:用多用电表测量电学量
- 第4节 科学用电
- 第5章 初识电磁场与电磁波
- 第1节 磁场及其描述
- 第2节 电磁感应现象及其应用
- 第3节 初识电磁波及其应用
- 第4节 初识光量子与量子世界
- 第6章 能源与可持续发展
- 第1节 能量的多种形式
- 第2节 能量的转化与守恒
- 第3节 珍惜大自然